
Simulation Software Saves Time, Boosts Confidence
Vericut simulation software from CGTech provides the confidence the company needs to machine high-value parts without the time required for manual prove-outs or the risks associated with less-robust alternatives.
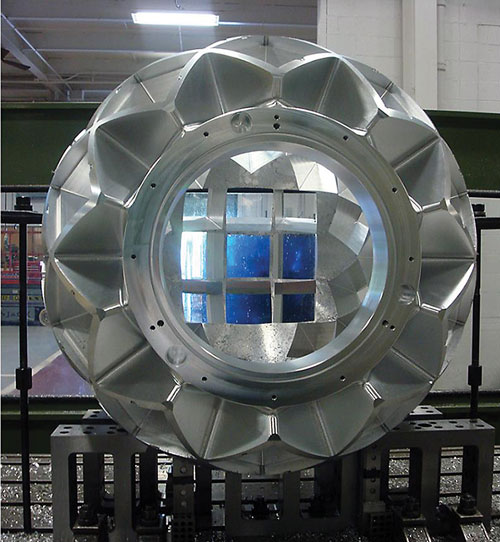
The diffractometer component required machining 51 square, tapered pockets, all of which point directly at the center of the sphere and require critical seal surfaces at precise locations. In addition to accurately machining these features, maintaining cutter clearance was a critical concern because the part was almost too big for the machine.

The diffractometer component began as a spherical, forged piece of aluminum that weighed 3,000 pounds.
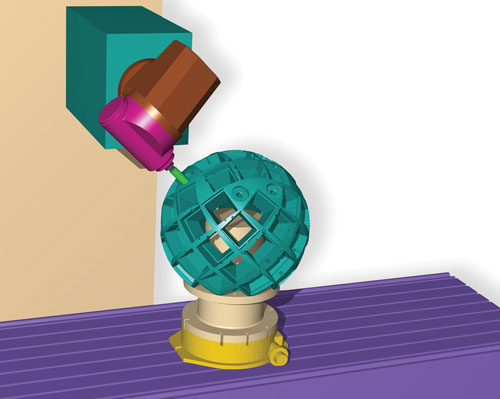
The first design for the diffractometer component’s custom, pedestal fixture would have mounted the part too close to the table, says Steve Ziff, CAD/CAM engineer at Keller Technology. Finding the correct height was a matter of making alterations to the fixture in Solidworks CAD software, importing the model into Vericut to see if it would work, and repeating that process until the design could be finalized.
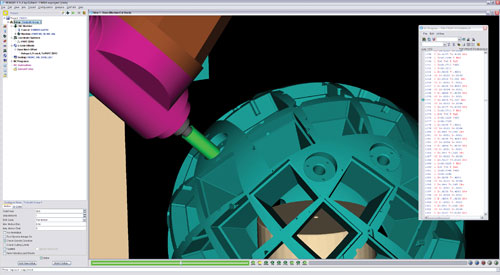
According to developer CGTech, Vericut simulation is based on the same post-processed G code used by machine tool controls. As opposed to verification systems that simulate only the tool’s interaction with the part, this ensures that all programmed moves are accounted for during first-part prove-outs.



The large, spherical part in the picture below might look like a daunting machining project, but for Keller Technology, this sort of work is common—high-value, custom jobs that typically involve low production quantities, complex geometries, no room for error and no second chances. For jobs like this, proving out machining processes before tools meet metal is critical, although that doesn’t diminish the importance of timely deliveries. Steve Ziff, CAD/CAM manufacturing engineer, says one particular system is critical to meeting both of these potentially conflicting goals: Vericut simulation software from CGTech (Irvine, California). Since installation a few years ago, the software has eliminated the need for time-consuming manual prove-outs, improved confidence on the shop floor and enabled faster setups.
little more than 1 meter in diameter and weighing more than 3,000 pounds. Machined on an SL 100 five-axis machine from Parpas America (Bloomfield Hills, Michigan), the part required removing more than a ton of material to bring it to its final weight to 610 pounds. Like much of Keller Technology’s work, the part was a one-off requiring high precision, custom tooling and relatively lengthy machining routines, and it had to be done right the first time—welding to fix any gouges was not an option.
problem, Mr. Ziff ex-plains, is that the shop’s CAM-integrated verification capability is limited to checking only the internal CAM file. As a result, the system evaluates only the cutting tool’s interaction with the part without accounting for other factors that affect the process. “In the real world, you’ve got a lot more things to worry about—doors, clamps, angle plates, how the part fits on the table,” Mr. Ziff explains. “There was no representation of the full machining environment.”
the context for simulations that run from the same post-processed G code used by machine tool controls. As opposed to CAM-integrated systems that are limited to only the internal CAM file, this ensures a more comprehensive rendering of how the process will proceed on the shop floor. “What Vericut does differently is that it puts the code itself in the driver’s seat,” Mr. Ziff says.
















Related Content

IMTS Takeaways From the Modern Machine Shop Editorial Team
The first in-person IMTS in four years left the MMS editorial staff with a lot to digest. Here are a few of our takeaways from the show floor.
Read More
Grinding Simulation Enables Growth in Custom Tooling
Simulation software both streamlines Gorilla Mill's grinding machine setups and speeds up the company's tooling design and verification processes.
Read More
Large-Format Machining With Small Cutting Tools and Dynamic Motion
Napoleon Machine, a defense contractor that provides parts for the M1 Abrams tank, recently took advantage of a CAM feature that allowed the company to streamline its cutting strategies and program offline. Here’s how the shop cut cycle times nearly in half with its large-format five-axis machining operations.
Read More
When to Use Custom Macros With a CAM System
Custom macros can offer benefits even when using a CAM system to prepare programs – but must be implemented with the right considerations.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More