
Software Cuts Costs Throughout Production Process
Planning and tracking jobs can be just as important as efficient metalcutting. This shop relies on DFMA software from Boothroyd Dewhurst to quote costs, assess design manufacturability, evaluate alternative production processes and perform other essential tasks.
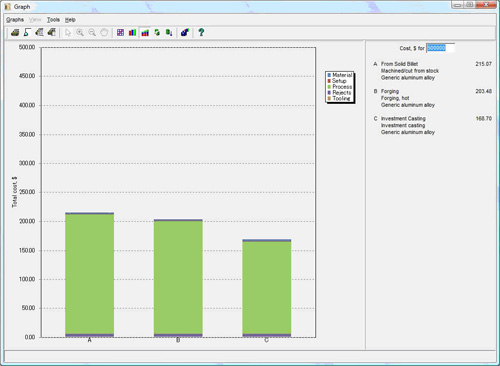
This graph generated by DFM Concurrent Costing software compares the cost of three possible methods of manufacturing the level: machining, forging and investment casting. The software reveals that investment casting can reduce costs by 21 percent.
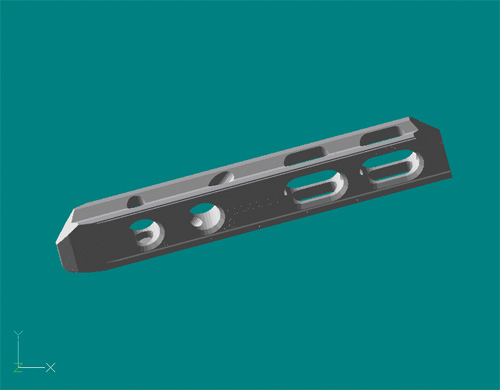
Aztalan used DFM concurrent costing to compare processes and determine the most cost-effective way to manufacture this torpedo level, depicted here in a simplified CAD rendering.
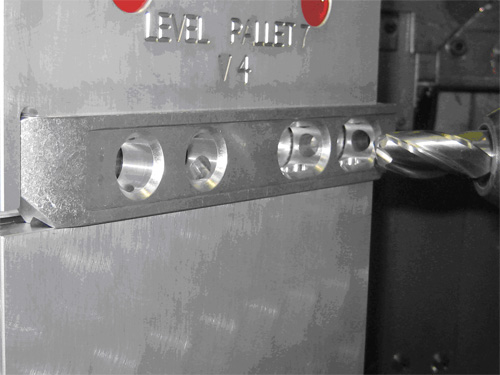
An extruded aluminum billet for the torpedo level is fixtured for machining.



The shop floor at Aztalan Engineering, Inc. (AEI) seems to have nearly everything a CNC machinist could want: multi-axis horizontal milling centers with ATCs and chip removal systems; four VMCs with 10,000-rpm spindles; single spindle/single turret and twin spindle/twin turret lathes; live tooling; and robotic arms for loading and unloading. One might think that workers at the Lake Mills, Wisconsin-based shop do nothing but cut metal all day.
Not so, says Jim Hale, general manager at AEI. All this precision cutting and milling requires careful planning and tracking, he notes. During a typical day, technicians are responsible for generating quotes, analyzing designs for manufacturability, establishing process controls for parts and communicating with both customers and the supply chain. To execute such tasks more efficiently, Mr. Hale turned to Design for Manufacture and Assembly (DFMA) software from Boothroyd Dewhurst (Wakefield, Rhode Island). Installed late last year, the software is now “central to a lot of what we do,” he says.



Designed for measuring and comparing costs, DFMA combines two tightly integrated, complementary tools: Design for Assembly (DFA) and Design for Manufacture (DFM). DFA allows engineers to consolidate parts into multifunctional designs to reduce product complexity and costs. DFM helps engineers starting with either basic, concept-stage shapes or CAD models evaluate materials and processes. The process library and cost models in DFM Concurrent Costing help identify cost drivers such as machining time, setup time, material costs and secondary manufacturing processes such as finishing surfaces.
AEI uses the software in various ways, depending on the situation:
- Quoting new parts. When a customer sends a CAD model of a proposed new part, the shop transfers the geometry into DFMA. Based on the geometry, the material and the initial machining processes selected for manufacturing the part, the software identifies significant blocks of machining time, setup time, tooling costs and secondary process costs. At the same time, the shop analyzes potential failure modes; determines whether the part can be run “lights out” or with less operator attention; and identifies critical features and necessary inspection intervals. “Basically, we can build and cost out an entire manufacturing process within the estimation software,” Mr. Hale notes.
- Reviewing designs. Sometimes, the nature of the part contributes more to costs than the manufacturing process. In that case, AEI shares its DFMA analysis with the original design engineer. “Often, we’re addressing a series of questions that come from our analysis,” Mr. Hale explains. “Is the part complex? Can it be made simpler, perhaps more machining-friendly? Are the specified tolerances overly tight? Can we reduce the number of secondary operations, or can we reduce costs by making the part from a different material?” The answers to such questions can help engineers design costs out of a part while preserving its functionality.
- Exploring alternative manufacturing processes. After establishing a benchmark, AEI uses DFMA’s process library to evaluate and determine whether a different manufacturing method is less expensive. The software first determines whether these processes are viable with a given part’s design. It then provides initial time and cost estimates, including for any tooling. This guidance helps the shop focus its search for more affordable, alternative processes before consulting experts on those processes for more information. “We’re expert machinists, but we can’t be experts in every single process that’s out there—investment casting or forging, for instance,” Mr. Hale explains.
- Implementing process control. The shop also uses DFMA to control the manufacturing process for purchased services. “Our DFMA quotes are extremely detailed, so we can print a report from the software and use it as a manufacturing-ready road map for part production,” Mr. Hale explains. The report specifies which tools are needed, defines operations (for example, face or pocket milling), establishes fixturing and part density and calls out necessary machinery and any special tooling. CNC programmers at AEI review the reports at weekly kick-off meetings for new parts.
- Communicating with the supply chain. DFMA analyses are based in cost and time metrics. Thus, they provide a basis for an objective dialogue between customers and suppliers. Once an OEM agrees that a supplier’s labor and burden rates reflect those that are typical for other suppliers of the same quality, the software helps focus OEM/supplier partnerships on process improvement and design-based cost reduction, Mr. Hale says. “These reports have reduced our lead times,” he points out. “We know which special tooling to order up front, we can schedule machines in advance, and the programmers have all the information they need to start planning.
- Reviewing the process. AEI’s quoting and manufacturing process include a meticulous post-op examination. The shop double-checks practically everything, including the accuracy of the quote, the process times and the routing, and it attempts to identify opportunities for improvement, Mr. Hale says. While the accuracy of DFMA’s estimates of costs and times vary depending on the thoroughness of the employee doing the estimating, a rigorous estimate is typically between plus or minus 5 percent of actual costs, he says. “That’s very good, considering the variables of implementing production.”
One recent job at AEI, a carpenter’s level, exemplifies the role DFMA now plays in the shop. This was a high-volume job involving production of hundreds of thousands of levels, so accurate costing was imperative. The initial proposal called for machining the level from a rectangular tube of extruded aluminum. This process resulted in a considerable amount of scrap—the workpiece weighed 1 pound before machining and less than half of a pound after. Specific operations included high-precision milling of the leveling faces, milling the datums and precision hole drilling and boring.
Mr. Hale says he knew the part would be expensive when he printed an initial costing report for use as a benchmark. “The main cost driver was not the material—aluminum isn’t that expensive—but the time spent machining each feature,” he says. Mr. Hale then set out to determine which processes could reduce machining time by creating a near-net-shape part. If, as was the case here, part geometry is not a close fit to the size and volume of the metal stock, a better starting point might be investment casting, forging or another process that can reduce material costs as well as fixturing and machining times.
Two subsequent analyses for forging and investment casting, respectively, suggested possible savings. Investment casting offered the most savings, amounting to 21 percent lower cost than the baseline machining estimate.
AEI continues to work with the customer to explore further cost reductions for the level, discussing everything from employing different processes to ordering near-net extrusions from China. DFMA is a critical part of that process, Mr. Hale says. “When we first purchased the software, I assumed we’d be using it as part of supplier/OEM negotiations. Now, it has an important role in how we approach our machining business, from quoting and manufacturing right through to post-op.”
One of the company’s goals is to share its machining and DFMA expertise with customers at the concept stage of product development, working with them to create optimized, readily manufacturable designs. “The earlier we use the software, the more we can build in producibility and cut away their costs,” Mr. Hale notes.
















Related Content

6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read More
ERP Captures Process Know-How Before it Retires
As shops struggle to overcome the skills gap, ERP systems can improve the onboarding process and help document processes as skilled workers retire.
Read More
Finally, A Comprehensive Software Solution Designed for Small Job Shops
Zel X from Siemens is an integrated software application that consolidates collaboration, design, manufacturing, and operations into a comprehensive, easy-to-use solution. From RFQ to delivery, it’s a more efficient way to handle quotes, manage jobs, make parts, and collaborate with teams of all sizes.
Read More
5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More