
Spark Control Pushes Wire EDM Boundaries
Precisely controlling and monitoring each individual spark enables this wire EDM machine to cut hardened, high-temperature alloys with high precision.


Complex parts with helix angles, such as this rotor, can be quickly and easily programmed and cut. The part is mounted on a tilt-turn table, which is fully integrated into the FANUC iE Wire EDM. This rotor part cut was demonstrated at IMTS 2010.
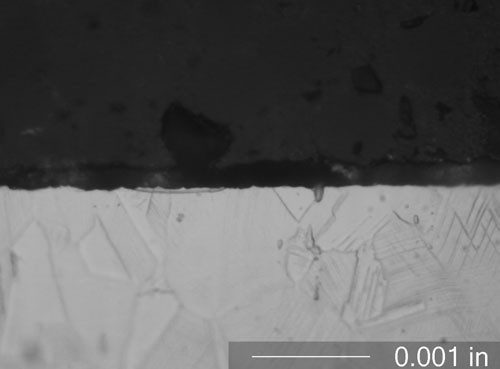
According to the company, recast is virtually undectable at 1,000:1 magnification in hardened materials cut with an iE series wire EDM. These images depict the results of machining in titanium...
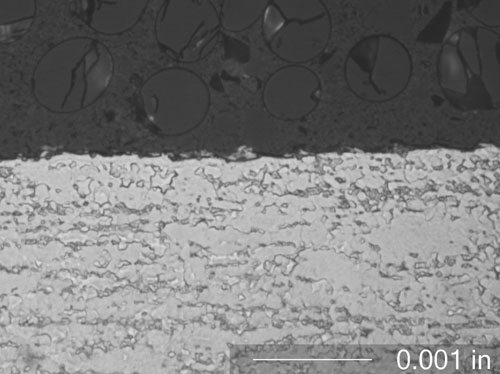
...and stainless steel, magnified 1,000 times.

By precisely controlling and monitoring each spark, the Fanuc Robocut iE series wire EDM achieves high precision and virtually eliminates the undesirable effects of recast layers and other surface finish imperfections.



While not traditionally considered a viable option for machining high-temperature alloys, wire EDM is getting a second look from shops struggling with titanium, Inconel and other such problematic but increasingly popular materials. In fact, the latest wire EDM machines can not only effectively cut these hardened, often proprietary metal blends, but can do so with unprecedented levels of speed and precision.
Fanuc’s new Robocut iE series is representative of this next generation of wire EDM technology. Available from Methods Machine Tools, these machines are said to achieve geometric accuracy to less than 0.0001 inch. They also virtually eliminate the undesirable effects of recast layers and other surface finish imperfections that once limited wire EDM’s application in high-temperature alloys, the company says.



In large part, the machine accomplishes these benefits by both controlling and monitoring the tens of thousands of tiny sparks discharged each second to remove material from the workpiece, says Steve Bond, national sales manager at Methods Machine Tools. Spark control is accomplished primarily via a new digital power supply with an embedded microprocessor. Through complex calculations, the power supply adjusts each spark’s energy, duration and other properties. The goal is to ensure effective cutting without generating enough heat to cause some of the workpiece material to re-adhere to the part surface as a recast layer. The spark properties required to achieve that end differ from alloy to alloy, so the power supply must be “tuned” according to the particular material. Mr. Bond explains that this is accomplished by reducing the power on the wire (voltage and amperage) on the final two skim cuts using Fanuc’s pulse mode 15.
A redesigned lower arm facilitates spark control by preventing stray electrical energy throughout the machine enclosure from adding heat that can contribute to recast layer formation. During finishing passes, the lower arm power feed contact moves away from the wire. Meanwhile, a specially designed diamond guide keeps the wire in place. This effectively isolates the lower head from the rest of the machine tool to keep energy out of the rest of the enclosure and concentrated where it belongs: in the wire at the point of the cut. “The less mechanical parts you’ve got up against the wire that can take power away from it, the better off you are,” Mr. Bond explains.
He emphasizes that despite these advances, EDM is a thermal process, so it will always create some recast. Nonetheless, the Robocut iE machines outclass what past wire EDMs have achieved in machining high-temperature alloys, he says. “You have your naysayers, but it’s getting attention from people who say they’ve never seen these kinds of results before off any other EDM. One could argue that you can never totally get rid of recast, and that’s true, but these machines are still producing aerospace and medical parts in titanium, Inconel, Waspalloy and other materials that are more than acceptable.”
While controlling spark properties prevents recast and other imperfections, monitoring the spark and adjusting cutting parameters accordingly improves speed, accuracy and surface finish, Mr. Bond says. For that, the iE series incorporates Ai Pulse Control, a feature that determines whether each discharge pulse has effectively contributed to material removal. Then, it adjusts the feed rate according to the number of effective discharge pulses. This keeps the energy density and the discharge gap uniform to enable smoother cutting at higher speeds, significantly reducing witness lines and other surface imperfections. “This is a form of adaptive control, but it’s the next generation,” Mr. Bond explains. “Before, we could only monitor the total voltage gap, but now we’re actually monitoring each spark. That is much more accurate and much more responsive to what is going on in the cut.”












Related Content

When Organic Growth in Your Machine Shop Isn’t Enough
Princeton Tool wanted to expand its portfolio, increase its West Coast presence, and become a stronger overall supplier. To accomplish all three goals at once, acquiring another machine shop became its best option.
Read More
How to Reduce Cycle Times by 70% and More on Your Existing CNCs and Dramatically Improve Tool Life Too
By employing advanced high efficiency milling techniques for the entire machining routine, SolidCAM’s iMachining technology can drastically reduce cycle times while vastly improving tool life compared to traditional milling.
Read More
Choosing The Right Grinding Wheel
Understanding grinding wheel fundamentals will help you choose the right wheel for the job.
Read More
10 Things to Know About Creep-Feed Grinding
Because of the high material removal rate creep-feed grinding can deliver in challenging materials, grinding might not be just the last step in the process—it might be the process.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More