Straight Talk about Cutting Steep Tapers with Wire EDM
The RoboCut C400iA and two sizes of the larger C600iA wire EDM machines from Methods Machine Tools enable unusually steep tapers to be cut with the wire EDM process by positioning the workpiece with a rotary-tilt table.


The FANUC RoboCut C600iA wire EDM, the largest in the series, has X, Y, Z travels of 23.6, 15.7 and 12.2 inches, respectively. Travels in U, V are ±3.9 inches.
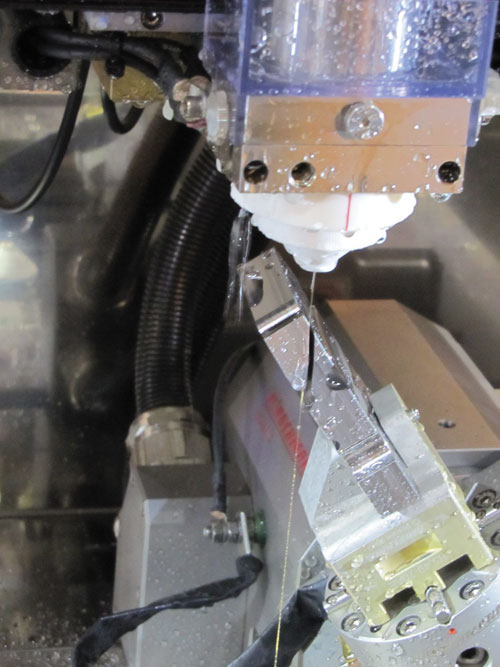
Using a rotary/tilt table to position this saw guide enables cutting steep tapers without using the U and V axes. Keeping the wire straight up and down is best for optimal flushing conditions and top cutting speeds.



Methods Machine Tools, Inc.A new series of FANUC wire EDM machines from Methods Machine Tools (Sudbury, Massachusetts) includes options that “take a different angle” for cutting steep tapers on complex parts for medical, aerospace and other demanding applications. The key concept is not “angling” the wire at all. Instead, the strategy is to tilt and rotate the workpiece, while keeping the wire straight up and down as it moves through the wire guides. This series of wire machines, which consists of the RoboCut C400iA and two sizes of the larger C600iA, accomplishes this strategy through innovations in workpiece positioning (a programmable rotary-tilt table), CAM programming software (special algorithms to control movement of the workpiece in multiple axes simultaneously), enhanced automatic wire rethreading (designed to work reliably even when the wire guides are widely separated) and advanced power supply technology (a combination of electronic and mechanical capabilities). Because all of these developments involve a high level of automation, they also make long periods of untended operation possible.
Typically, wire EDM machines equipped to cut tapers have employed U- and V-axis movements to enable the wire to approach the workpiece at an angle. These axes independently displace the upper and lower wire guides from their normal position in which they are directly opposed in Z to hold the wire perpendicular to the X-Y work plane. As the U and V axes move away from normal, the wire tilts in proportion to the displacement.



According to Stephen Bond, national sales manager for FANUC EDM products at Methods Machine Tools, tilting the wire in this manner has disadvantages that the new wire machines seek to avoid. Tilting the wire can degrade cutting performance because reduced wire tension and poor flushing conditions adversely affect accuracy, cutting speed and surface finish. These results become more pronounced as the angle of the wire tilt increases, thus making steep tapers particularly problematic, he says.
To cut steep tapers more effectively, the new RoboCut wire machines can be equipped with a Hirschman A/B indexing and tilting table that tilts and rotates the workpiece simultaneously under programmed command. This unit orients the workpiece at an angle to the electrode wire, which can remain in its normal, perpendicular position for optimal flushing and wire tension. This enables the wire to cut steeply angled features such as slots with compound curves. The photo above shows an example of a slot being cut in a saw guide used in knee replacement surgery. This part can be completed in one setup because it is not necessary to refixture the part for cuts at different angles.
Programming these intricate moves is challenging, so Methods worked with CAM developer Camtek (Atlanta, Georgia) to develop software that helps prepare simultaneous five-axis moves. This satisfies users looking for a single source of tapering capability and the necessary programming software as a complete package.
Another enabling technology for cutting steep tapers is FANUC's automatic wire rethreading system, which is designed to rethread the wire reliably even when a part positioned at an angle requires cutting at maximum wire height (as much as 16 inches on the largest model in this series). Mr. Bond says the rethreading system enables the wire to be annealed and stretched slightly so that it parts with a naturally pointed tip that aids entry into the funnel-shaped opening of the lower wire guide. This system ensures that process time is not extended by repeated attempts to thread the wire or by lowering the part back down to table height. Most importantly, reliable rethreading facilitates complete part processing in one setup, a capability made possible by automatic A/B axis positioning.
Because many complex, difficult-to-machine aerospace parts involve tight corners, deep slots and features at multiple angles, processing these parts with wire EDM has long been an enticing prospect—especially with the development of steep taper capability. What makes this possible on the new RoboCut machines is a combination of spark formation technology in the spark generator and mechanical control of the power contacts in the wire feed system. Together, this combination enables settings on the final skim cuts to prevent a recast layer (virtually undetectable at 1,000:1 magnification) from forming on the surface of the workpiece. Eliminating this layer ensures that the EDMed surface retains the same material properties as the underlying alloy, without the microcracking or inclusions that previously discouraged use of EDM on critical aerospace parts.
Mr. Bond explains that the success of this combination lies in two factors. One is the ability to generate sparks in a precise waveform by modulating the intensity and duration of electrical energy released in each spark. This waveform erodes the workpiece material without letting it reattach to the surface, thus eliminating the recast layer. The other is the ability to selectively disengage one set of power contacts, thus removing a source of stray capacitance which can interfere with the effectiveness of this spark waveform.
The new machines also features several new control enhancements designed to reduce overall operational costs by minimizing energy usage in system components. Running in an “Eco Mode” further reduces costs by lowering wire consumption by as much as 30 percent.












Related Content

Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
Read More
Grinding Wheel Safety: Respect The Maximum Speed
One potential source of serious injury in grinding comes from an oversight that is easy to make: operating the wheel in an over-speed condition.
Read More
How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read More
Watchmaking: A Machinist’s View
Old-world craftsmanship combines with precision machining on a vertical machining center and Swiss-type lathe to produce some of the only U.S.-made mechanical wristwatch movements.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More