
Taking CNC To The Next Level On A Multi-Spindle
A new generation of multi-spindle automatic lathes from the Czech Republic may change the thinking about the best way to produce complex parts in small to medium volumes. An innovative drive system on these machines enables users to optimize spindle speeds for specific machining operations.


The TMZ642’s inherent flexibility, combined with the short cycle times associated with multi-spindle operation, allows Trafimet to produce power supply sockets and similar parts in small batches very efficiently.

BRB completely finishes this stainless steel hydraulic sleeve in one pass on its CNC multi-spindle. Taking on parts like this helps this traditional screw machine shop diversify its customer base.

Trafimet’s Ugo Simioni, a manufacturing engineer, points out some of the quick-change techniques developed to take advantage of the TMZ642’s inherent flexibility.

Complex parts in tough materials can be finished in one setup.
According to developers, the spindle drive system in the TMZ multi-spindles is the key to the precision, thermal stability and high reliability of these machines. A composite shaft links each spindle in the drum to its own motor on the other side of the machine.
A multi-spindle automatic lathe rotates a spindle drum to advance the spindles from station to station. This type of machine is highly productive because operations at each station occur simultaneously.

A well-equipped foundry on the premises of the ZPS plant in Zlin is capable of producing the special castings called for by the design of the TMZ machines.




CNC technology has radically changed the nature of machining on a multi-spindle machine. The motion of the tool carriers and tool slides at each indexing station are controlled by CNC servo motors under programmed command rather than by a system of mechanical cams. It is possible to perform a range of non-turning operations such as milling, drilling, tapping and hobbing at each station, in addition to all the turning operations for which these machines are noted. A wide variety of parts can be completed in a single pass on a CNC multi-spindle. Moreover, setups and change-over are greatly simplified because tool motions can be reprogrammed rather than changed by producing and installing a new set of cams.
Innovative developments on the TMZ line of Mori-Say multi-spindles from ZPS America LLC (Indianapolis, Indiana) promise to move CNC to a new level on this type of machine tool. One of these developments is a new drive system that allows the C-axis rotational speed of each spindle to be programmed independently. This capability allows users to optimize spindle speeds for specific machining operations. It makes CNC operations more flexible and efficient while further simplifying setup and change-over. More importantly, developers say, new classes of parts can now be produced efficiently and economically on a multi-spindle. The range includes parts that are often produced on turn/mill machines or multi-machine production cells. Complex parts requiring a variety of high-precision turning and non-turning steps can be finished in one pass, and high-volume runs are not necessary to achieve this economical operation.



This new generation of multi-spindles consists of two distinct models. The Mori-Say TMZ642, a six-spindle version, was introduced to the North American market at IMTS 2008 in Chicago last September. The Mori-Say TMZ867, an eight-spindle version for larger parts and heavier cuts, will be introduced at the Precision Machining Technology Show (PMTS) in Columbus, Ohio in April, 2009. (See the box below for a details of this machine.)
A Novel Drive Concept
The new drive system incorporated in these machines follows an unusual design concept. According to Olaf Tessarzyk, managing partner and president of ZPS America, it is this drive system that sets these machines apart from other multi-spindle designs. The drive system utilizes one composite driveshaft to power all of the spindles in the rotating drum, yet each spindle can be set to run at a different speed. Available speeds range from 2,000 to 6,000 rpm. The user can choose the speed best suited for the operations performed at each station, thus avoiding compromises in cutting tool performance, surface finish or overall cycle time that result from applying a single speed to every spindle as dictated by conventional multi-spindle designs.
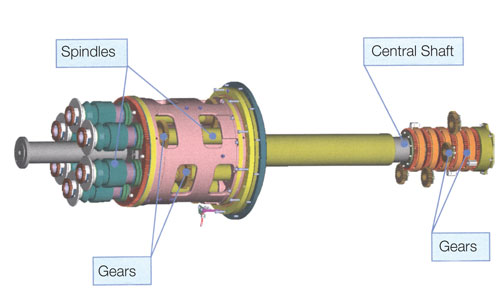
With only one driveshaft arranged from the back of the machine to the front, how can multiple spindles run at different speeds, a feat not possible on other comparable machines? The "shaft" that drives the spindles is actually an assembly of telescoping tubes—one tube for each spindle, as shown in the illustration to the right.
The tubes are of unequal length—the innermost is the longest and the outermost the shortest. At the motor side of the machine, the difference in length from tube to tube is enough for the pulleys, belts and gears of each set of drive motors to be attached without interfering with the next tube. Thus, each tube can be coupled to its own drive system. The drive motors are servo driven so that the corresponding spindle will rotate at the speed set in the CNC program for the operations performed. The tubes are likewise "stepped" in length at the cutting side of the machine, where gearing at the end of each tube delivers rotational motion to its particular spindle. Bearings inside the tube assembly allow all tubes to rotate with minimal friction.
From a technical standpoint, this drive system is said to have several benefits. Foremost is keeping the heat created by the bank of drive motors away from the spindle drum. This provides thermal stability without an elaborate cooling system. In addition, this design ensures that the spindles always remain connected to their respective drive motors without requiring complex power supply contacts that must be disconnected or re-connected at the end of each indexing cycle. This means that the drum does not have to "unwind" to its home position to avoid wrapping any power cables around the drive shaft inside the drum. In fact, the drums on these new models can rotate in either direction.
Not A Familiar Name
Most machine tool users in the United States are not well-acquainted with Mori-Say as a machine tool brand. ZPS-America and its parent, TAJMAC Group, are also likely to be unfamiliar. TAJMAC (pronounced TIE-mack) is a multinational group of machine tool building, distribution and sourcing companies headquartered near Milan, Italy. TAJMAC was formed after World War II by Amedeo Tajariol. His son, Andrea, now leads the management team at corporate headquarters. Andrea Tajariol’s son, Michele, runs the TAJMAC-ZPS plant in the Czech Republic.
ZPS (a Czech-language acronym that translates to "Precision Engineering Plants") is the TAJMAC group’s main manufacturing plant. It is located not far from Zlin, a small city in the center of the Czech Republic. For years, ZPS has been producing various types of machine tools for private labeling by a number of well-known U.S. and Japanese companies. So, although ZPS might be unfamiliar, it is likely that many U.S. customers are familiar with these machines under another brand name.
ZPS has a history of machine tool building that goes back to the early 1900s. Production of CNC equipment began in the 1980s. After the fall of the Iron Curtain, ZPS underwent several changes in ownership. TAJMAC acquired the company in 2000.
Part of the ZPS complex includes one of Europe’s most modern foundries. This foundry produces castings for the multi-spindle machines as well as for many other ZPS models and numerous outside machine tool builders. Having a foundry that is particularly adept at pouring machine tool castings is a key asset to the group. The new multi-spindles are a prime example.
Specifically, the design of the center block, which contributes significantly to the rigidity and precision of the entire machine structure, calls for a rather intricate casting that few foundries could produce reliably and economically, Michele Tajariol says. This casting allows the drum, center block and drum coupling to be assembled in a configuration that allows the drum to be rotated under power and break in the gears and bearings. These components are finish machined as an integral assembly only after this run-in period. This includes final steps on the spindle bores, which are finished in a large, high-precision jig boring machine while the drum with its Hirth coupling is in position in the casting. This approach is said to achieve almost perfect centering of the spindles. The result is highly accurate positioning as the spindles index, enabling the machines to perform high-precision machining of complex workpieces.
ZPS has been producing multi-spindles since the 1950s. The firm had planned to enter the U.S. market about 20 years ago, but these efforts never got off the ground. However, Tajmac-ZPS has recently revived plans for marketing in the United States. ZPS-America, initially formed in mid-2000, constructed a new technical center in Indianapolis to house a showroom, training facilities, a spare parts inventory and a service organization. This center opened last year.
Mind-Bending Machines
Mr. Tessarzyk believes that multi-spindle machines with extended CNC capability will spark a rethinking of how this class of machine tools can be applied but they have to be cost competitive and reliable. In his estimation, this would be a healthy exercise for U.S. companies, that have a strong tradition of adjusting to new ideas.Shops that are quick to rethink process and practices to take advantage of new developments often have a clear edge over their slower-minded competitors. This mental agility and resourcefulness keep the best shops and plants in the lead. The new Mori-Say machines are likely to challenge shops once again to wrap their minds around new possibilities for efficient part production.
Mr. Tessarzyk says that these mind-bending machines will appeal to two distinct classes of potential users. Both will be challenged by these machines. One class, obviously, is the community of current multi-spindle users. The challenge for them will be to grasp how parts requiring a lot of non-turning operations can be completed in one setup on these machines. The other class of potential users consists of production shops that are now manufacturing this type of workpiece on multi-machine cells, turn/mill machines or rotary transfer machines. The challenge to these shops is to consider a multi-spindle machine in the first place. This type of machine has been largely overlooked because setups are assumed to be complicated and time-consuming. Conventional thinking has this multi-spindles pegged for high volumes of turned parts.
New Strategies Are Possible
Profiles of a few early adapters of the Mori-Say TMZ642 CNC show how these machines can change production strategies for the better. One is a manufacturer of welding accessories that shifted production from mechanical multi-spindles and high-end turn/mill machines. The other is a traditional screw machine house that has branched out into more complex workpieces in difficult-to-machine materials.
Trafimet is an Italian firm that makes torches, power-supply connectors, consumable tips and other welding-related supplies sold around the world. Its main factory is in Vincenza, about an hour’s drive north of Milan. This plant produces millions of parts a year, the majority of which are connectors, sockets, adapters and torch tips made of copper or brass.
For years, the company relied on two contrasting types of machine tools to meet its production goals. On one side were the multi-spindle machines—two mechanical eight-spindle machines and four mechanical six-spindle machines, all dedicated to the production of complex parts in large production runs. On the other side were several single-spindle, three-turret turn/mill machines, which were used for less complex parts made in shorter runs.
In 2006, demand for the company’s power-supply sockets and plugs increased substantially. Its engineers initially considered an eight-spindle automatic lathe for socket production, but they were concerned about the ability to change-over quickly from part to part and decided to consider a CNC multi-spindle machine. All of the company’s mechanical multi-spindles had been provided by ZPS, so it was natural to consider this builder’s TMZ642, which had just been introduced in Europe. It appeared to be an appropriate machine to handle a diverse product mix in runs of 10,000 to 50,000 pieces.
"TAJMAC helped us to think differently about our processes, and thus, to reach better results," says Ugo Simioni, industrial engineer at Trafimet. For example, the independence of each spindle makes it possible to perform many types of machining, including operations requiring a spindle stop or an independently oriented C-axis spindle. "This makes the machine a real and complete turning and milling center," Mr. Simioni says.
"In tough times, we find we can move some products to the TMZ multi-spindle and handle lower lot sizes while reducing cycle times per part," Mr. Simioni says. "One of our parts had been running on a single-spindle turn/mill with a cycle time of about 1 minute. With a little planning, we found that we could do the same part economically in batches of 5,000—12-second cycle times—with three change-overs per week on the new machine." The Trafimet engineers had already determined that a 15-second cycle time would permit it to produce lots of 10,000 to 20,000 pieces economically. "The independent spindle drives and advanced drive system, the use of extra axes and other improvements make the machine extremely versatile, and it has enabled us to find new ways of reducing product costs," he points out.
BRB, located near Bergamo, Italy, is a good example of a traditional screw machine shop transitioning to complex, high precision parts made of difficult-to-machine materials. This shop acquired its first Mori-Say TMZ642 in September, 2008.
Having this machine in place has allowed the shop to win orders for a complex hydraulic sleeve in stainless steel. The part calls for drilling several small-diameter cross holes at different angles to the part centerline. Because the tolerance on these angled cross holes is tight, the machine’s rigidity is especially important.
Another critical feature is the ability of each spindle to clamp the workpiece securely for effective high-torque machining operations on the stainless steel. For example, a three-point milling tool is used to form slots on one end of the part. Typically, such features would be produced with a circular saw blade. However, no saw blades could handle the stainless steel at the cutting speeds needed to meet cycle time requirements. In fact, cycle times on these parts are so short that the company developed a special gaging station so that operators could perform adequate part sampling and document the high Cpk numbers specified for this part.
BRB sees its future tied to producing parts such as this. Because these parts are not typically produced on multi-spindle machines, the shop believes it can be highly competitive with companies seeking to produce this kind of part on CNC lathes.
An Historic Opportunity
Job shops and production houses may be facing a remarkable scenario. Rising production costs and other factors are making it less favorable to source many components from off-shore factories. Buyers will be looking for capable producers back home that can take advantage of new technology, simpler logistics, lower transportation costs and better communication to fill this gap. However, they will still need to come close to matching the "China price" to remain competitive in their global markets.
Mr. Tessarzyk believes this unfolding situation presents a remarkable opportunity for companies that are quick to adopt new machining developments. Of course, the part processing strategies he has in mind leverage the flexibility and capability of his company’s multi-spindles, but this is just one example of a shift in technology that calls for a shift in outlook and thinking. Screw machine shops will have to become providers of CNC production in short runs with short turn-around times. Likewise, CNC shops will have to transition from a reliance on simple machines that make complex cutting maneuvers to more complex machines that get the most out of simple motions.
















Related Content

Quick-Change Tool Heads Reduce Setup on Swiss-Type Turning Centers
This new quick-change tooling system enables shops to get more production from their Swiss turning centers through reduced tool setup time and matches the performance of a solid tool.
Read More
Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read More
Romi Launches Flatbed Lathe for Machining Large Parts
The C 1100H is a heavy-duty flatbed lathe built with a monoblock cast iron bed that absorbs machining efforts and vibration, making it highly rigid, stable and accurate.
Read More
CNC Machine Shop Honored for Automation, Machine Monitoring
From cobots to machine monitoring, this Top Shop honoree shows that machining technology is about more than the machine tool.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More