
The Case for Custom Fixturing
Photos of custom fixtures illustrate the types of applications that call for non-standard workholding.
.jpg;width=70;height=70;mode=crop;format=webp)
Part of Joseph Szpak’s service as a fixture designer is to create a solid model the customer can use in its simulation of the complete machining process. He uses KeyCreator software to import and export models in various data formats.
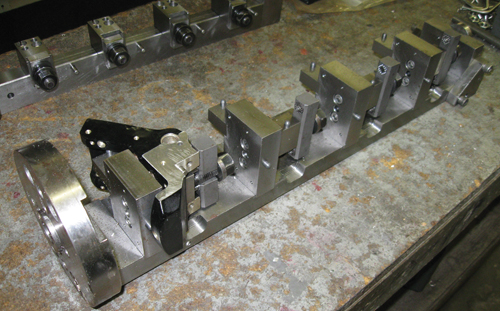
PHOTO 1: The part on this fixture (one part is clamped) has machined features precisely relating to one another at different angles.
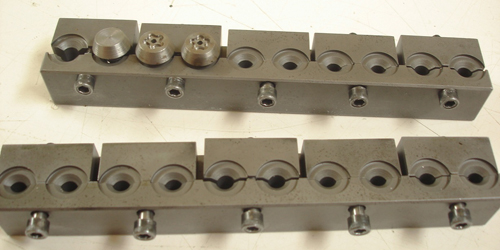
PHOTO 2: This fixture holds 10 simple parts simultaneously as a single unit.

PHOTO 3: This fixture reduces sawing by allowing milling passes to separate the work into pieces which then remain clamped.
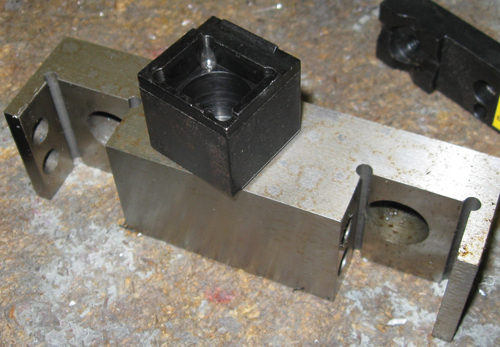
PHOTO 4: A restraint keeps the part square within a vise.
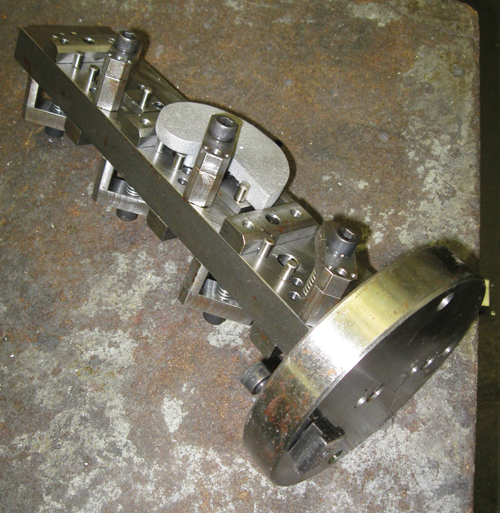
PHOTO 5: This part would be difficult to hold without custom fixturing.
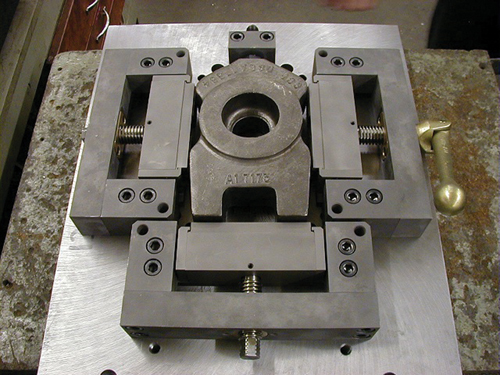
PHOTO 5a: Here is another part with non-square sides requiring custom clamping.

Joseph Szpak, Jr. founded his shop, Szpak Manufacturing, to engineer and build custom fixtures. Through the 1990s, production machining work took off, becoming the mainstay of the shop’s income. This change concerned Mr. Szpak, who knew that the types of parts his shop was producing could easily be shifted to a lower-cost country. Determined not to let his shop be vulnerable to international competition, he returned his shop’s focus to custom fixturing. It was the best decision he could have made.












Related Content

A Case for Combining Workholding with Optical Scanning
Automotive dies and die inserts are often complex, one-off parts with little room for error. Integrity Tool's investments in modular workholding tools and 3D optical scanning have allowed the company to create niche capabilities for its CNC machined parts.
Read More
Machining Vektek Hydraulic Swing Clamp Bodies Using Royal Products Collet Fixtures
A study in repeatable and flexible workholding by one OEM for another.
Read More
Shop Doubles Sales with High-Mix, Low-Volume Automation
Robots with adaptive grippers have opened entire shifts of capacity to high-mix, low-volume shop Précinov, doubling its sales.
Read More
When To Use A Collet Chuck
Don't assume the standard chuck is the right workholding for every lathe application.
Read MoreRead Next

The Right Fit Is In The Fixtures
Custom engineered workholding fixtures are key to the effectiveness of an unusual Automated Production System (APS) recently installed at Kurt Manufacturing. It helps that one of this company’s specialties is custom engineered workholding fixtures.
Read More
The Right Fit Is In The Fixtures
Custom engineered workholding fixtures are key to the effectiveness of an unusual Automated Production System (APS) recently installed at Kurt Manufacturing. It helps that one of this company’s specialties is custom engineered workholding fixtures.
Read More
Applying Creative Workholding Techniques
Not all parts can be fixtured by conventional workholding methods. Here are a few examples of ways that shops secure feisty workpieces for milling and turning operations.
Read More