
The Foundry's Way Forward
An established supplier of short-run castings just opened and staffed a new, fully equipped, in-house CNC machine shop. Taking ownership of machining will improve the company’s range of services to customers as well as its quality control.
.jpg;width=70;height=70;mode=crop;format=webp)

In Effort Foundry's new machine shop, Brandon Johnson prepares to run a job on the vertical machining center.

Most of the jobs in Effort Foundry’s new machine shop consist of just one or two pieces. Prior to CNC machining, these short-run castings often receive a critical first cut on the manual lathe. Seen here setting up a part on the lathe is Austyn Flurer, another of the four new employees hired to staff this shop.

Michael Unmann, director of the new shop, creates tool paths and engineers fixtures for new jobs.

He specified machines capable of shopfloor programming because he expects some simpler programming work to be performed right at the machine. The part he points to is an example of this. X-ray inspection detected voids in the part, so pockets need to be programmed and milled at various spots on the part to discover how deep the voids occur.
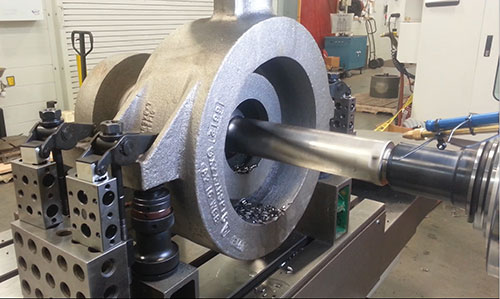
A control feature valuable to the shop on the HMC is full C-axis control for boring. Orbiting a single-point tool around the ID enables bores to be machined with a finish comparable to turning. See link to video within the article.

For a foundry, here is another advantage of in-house CNC machining: Complex patterns can be produced with this capability. This pattern was made by milling a block of wood on the vertical machining center.

The new shop’s role actually extends beyond machining. Because part models come to the shop’s engineering area for programming and fixture design, it makes sense for the casting simulation using this same model to be performed here as well. Gerard Anthony, a recent Penn State engineering grad, works in this area and uses ProCast software to simulate and modify casting processes.

Though the shop is brand new, Mr. Unmann expects it to outgrow its current space soon. Both increased business and interest in machining of larger parts might lead to pressures to expand.



Machine shop people are pampered.
Not really. But coworkers of Michael Unmann at Effort Foundry sometimes joke that this is true. Mr. Unmann and three others now work in a recently opened building on Effort’s site that houses the most pristine facility in this plant: a new, on-site machine shop that Mr. Unmann was hired to help create, equip and lead. Whereas foundries are dominated by furnaces, sand and molten metal, the new machine shop for this Bath, Pennsylvania, company is quiet and clean—as well as cool year round. Because of the demands of close-tolerance machining (not the demands of the machine shop employees’ comfort, no matter what the foundry staff says), this shop is the first air-conditioned space throughout Effort Foundry’s production area.



Here is another virtue of the new shop: It’s brightly lit. Mr. Unmann says bright lighting both minimizes mistakes and helps keep attentiveness high. Those advantages are particularly important for the work done in this shop, which generally consists of close-tolerance machining of low-quantity parts that already have undergone considerable effort (so to speak) because of the work that went into casting them. At Effort Foundry, a mistake in this machine shop might mean that the investment the foundry had already made in producing this part could be wasted.
Effort’s expansion exemplifies one of the most heartening aspects of the recovery and growth of U.S. manufacturing in recent years. That is: new machine shops are opening. This particular expansion also exemplifies an important reason why many of those shops are opening. Namely, because of the demands of both quality and lead time, companies that once left machining to others are now taking control of their own machining by launching or growing this capability in-house.
Perhaps the most interesting aspect of this shop to anyone who is already established in machining is that it was built quickly and built from scratch. Mr. Unmann, who in his career has been both a machine shop owner and a machining facility manager, initially served Effort as a consultant before being invited to join the company as director of machining operations in 2014. Coming on board, he was given the opportunity and the resources to build a shop from the ground up tailored to Effort’s needs. Much of the work of this foundry is not production-run casting, but instead replacement castings for pumps used in large utility and processing facilities. In short, this is high-mix, low-volume, tight-leadtime work—much like the work of any job shop. If you had the chance to restart your own shop from scratch, what choices would you make? One opportunity available to Mr. Unmann was the chance to decide, all at once, what the equipment list ought to be.
Why Machining
Why establish in-house machining? The move made sense for various reasons, and there were various reasons why this was the right way to build upon the success Effort has seen in recent years. One reason to invest in machining is the forward-looking value of expanding the range of services to customers. But another part of the case for this move was defensive, because in-house machining has closed a chronic gap in the foundry’s ability to exercise quality control.
An illustration of that first reason came in the midst of my conversation with Mr. Unmann when I visited the company. A prospective customer called, someone who had done business with the foundry in the past but had not recently been in touch. The man was calling now because he heard that the company now does machining. This was interesting news to him, because he no longer wanted just castings—he wanted to avoid the communication demands and the complexity of relying on one supplier for casting and another for machining. What he wanted instead was not a foundry or a machine shop, but simply a supplier who would provide finished parts. Mr. Unmann says calls like this one have come at the rate of about once per week since the machine shop opened.
The other motivation for in-house machining, actually the more pressing reason for the expansion, was the company’s desire to elevate its confidence in the quality of the product it sends out. Casting is inherently an imperfect process, says Mr. Unmann. Parts are affected by porosity, inclusions, gas pockets and shifting of the mold or core. Usually, these problems are detected and addressed right in the foundry. Sometimes, they are detected through x-ray inspection. But sometimes a problem with a casting is discovered only when the part is machined. This fact essentially makes machining part of the inspection process for castings, and it means that sending castings off for machining at another location poses a level of risk. Time is lost if a problem is discovered far from the foundry so that Effort learns only at this late moment that a replacement part is needed. The more efficient option is for Effort itself to handle the machining, so that Effort finds and quickly solves any problems discovered this way. In short, flaws internal to the part are best discovered internally.
Equipment List
To begin the work of building the shop, Mr. Unmann says he spent a week doing little more than standing in the foundry to watch and document what parts came through. “My aim was: What mix of machines could let us capture the machining for 80 percent of the parts we see?” The equipment list that he and Effort came to includes the following CNC machines:
• Horizontal lathe for diameters as large as 21 inches
• Vertical lathe for diameters as large as 40 inches (soon to arrive)
• Horizontal machining center with 40 inches of X travel
• Vertical machining center with 30 inches of X travel.
The shop’s equipment also includes a keyseater, as well as a manual toolroom lathe that is more crucial to this shop’s process than a manual lathe might normally be expected to be. More on this to follow.
The CNC machines are almost all from Fryer Machine Systems. Soon they will be entirely from this supplier. Part of the machining director’s recommendation to Effort was to rely on only one source for machine tools, not only to simplify support, but also because he wanted to have a common control unit throughout the shop to simplify training of operators. The one exception, the machine from a different supplier that is run by a different control, is the horizontal lathe, a legacy of the limited machining capability Effort used to have. He says this machine is on its way out specifically because it is odd among the others. Finding a good deal on a used CNC lathe from Fryer provided him the opportunity to complete the shopwide commitment to a single source.
The horizontal machining center proved to be the most important machine choice, he says. The goal to accommodate 80 percent of the company’s parts necessitated a fairly large machine, while budget and floorspace constrained the size. Finding the right machine, the one that satsified the hoped-for size and price requirements, established which supplier the shop would stick with for its other machine tool choices.
Mini Boring Mill
Horizontal machining is critical because Effort often produces pump bodies that feature large flanges facing out from the part at right angles. These flanges have mating surfaces in need of precision milling, so a heavy-duty horizontal machine provides the obvious way to do this work.
Yet these pump bodies are often large. Thirty inches between opposite flanges is not unusual. Fryer’s 50-taper, boxway HR-40 machining center was attractive because the machine is essentially a small horizontal boring mill.
Certain control features also made the machine appealing. Built on the Siemens 840D platform, the Fryer machine’s control features Siemens’ ShopMill conversational programming (or ShopTurn in the case of the same feature on the turning machines). Tool paths for complete jobs are currently programmed solely by Mr. Unmann (using Esprit), but when it comes to simple programs relating to modifcations to existing parts, his goal is for the machine operators to be able to create and execute these programs entirely at the machine.
On the horizontal, another control feature was valuable specifically for the pump housings: full C-axis control of a boring bar. (See video.) This allows pump IDs to be machined with a phonographic finish comparable to turning. Helical milling generally is not acceptable on these parts. Without this control feature, lathe setups would be needed for these parts, and perhaps even a larger vertical lathe than what the shop bought.
What was missing from the horizontal was valuable as well. Like a boring mill but unlike a typical HMC, the machine has no pallet changer. At this shop, Mr. Unmann says productivity for repetitive machining is not the goal. Instead, part quantities are low—50 percent of the shop’s work is one piece, while the next 20 percent is four pieces or fewer. Low quantities combined with the high value of the parts mean that long setup time relative to machining time is a given for most of the shop’s work. Indeed, the culture of this shop emphasizes taking time to double-check setups rather than risking error by proceeding quickly. “Indicate, indicate,” the machining director says.
An impeller casting, for example, might entail 3 hours of setup time to ensure that the part is clamped precisely for the complex cutting required. The machining itself might not take as long as this—or it might. Machining can also be slow, he says, because “we take lots of light cuts during finishing to sneak up on the dimension, particularly on an expensive one-off part.”
Setup often begins on the manual lathe. On a casting, there is initially no straight surface to use as a machining reference. Therefore, the first cut frequently is to manually turn the base of a pump of a hub of an impeller. This machining is part of the setup because this feature then becomes a clamping surface for the CNC machine tool and a reference datum for the rest of the part’s machining.
Foundry is the Foundation
Although the machine shop was just built, Mr. Unmann says, “We might outgrow this shop in a year.” Capturing 80 percent of the foundry’s work for machining still leaves 20 percent that must be sent out, and being able to machine this remaining portion will become more attractive as single-source casting and machining becomes an increasingly common basis for relationships with customers. Because that remaining 20 percent largely consists of large castings, machining these parts would necessitate bigger machines and therefore more floorspace.
But even before the company comes to this, likely it will have to grow the shop just to accommodate more demand, he says. Inquries such as the phone call he received while I was with him are leading to added business. Moreover, this is new business not just for the machine shop but also for the foundry, as customers come in or come back because a one-stop shop for cast and machined parts is what they were looking for. The machine shop’s activity thus will grow in part because the foundry’s activity will grow, and this new extension of Effort Foundry’s capabilities will be the means by which the company takes its next significant step forward.
















Related Content

Horizontal High-Speed Machining Saves Hundreds of Work Hours
High-speed machining is the latest change at Blair-HSM South, helping this once old-fashioned shop improve productivity and morale while enabling new work.
Read More
Four-Axis Horizontal Machining Doubles Shop’s Productivity
Horizontal four-axis machining enabled McKenzie CNC to cut operations and cycle times for its high-mix, high-repeat work — more than doubling its throughput.
Read More
Positioned to Prevail: Designing Processes Around People
Stecker Machine Company shows that getting the most value from employees means valuing your employees.
Read More
Translating a Prototyping Mindset to Production
The experimental mindset that benefited BDE Manufacturing Technologies as a prototype job shop has given it an adaptable edge as a production facility.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More