
The Laser’s Role In Micromachining Metals
A new laser technology combines the high machining accuracy and throughput required for precision, industrial micromachining work.
.jpg;width=70;height=70;mode=crop;format=webp)



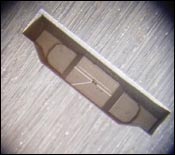
A picosecond laser was used to machine this micro-mold that measures 2 mm long by 500 microns wide by 600 microns deep.
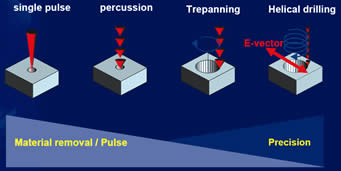
Here are four common laser drilling techniques. Single-pulse and percussion offer fast material removal rates, but trepanning and helical drilling provide better hole roundness and accuracy.
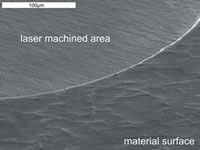
In addition to drilling holes, picosecond lasers can be used for surface structuring and surface finish improvement, as shown here. A single laser pulse from a picosecond laser can remove as little as 10 nm of material from the surface of a part.
The ability to produce holes and other features measuring mere microns in size is only one piece of the micromachining puzzle. Tiny machined elements on components such as fuel injector nozzles, micro-molds, spinnerettes and masks for electronics production must also have clean edges and burr-free finishes to function properly. It is often important that the machining process does not introduce heat into a workpiece, which could alter the material’s properties.
Laser technology has long been capable of machining metals on such a small scale. However, the words “laser micromachining” paint with a broad brush. These systems vary in cost, complexity, robustness and capability to keep pace with industrial production requirements.



The picosecond laser is one machining tool that has proven effective for accurately micromachining metals with sufficiently high material removal rates. This laser combines the ease of use and throughput of less-accurate systems with the control and precision of laboratory instruments. Chuck Ratermann, president of RMPC Lasers Inc., sheds light on some of the differences between a few of the main laser systems that are used to micromachine metals. To be sure, these devices are appropriate only for select machining applications. But shops serving the medical, electronics and even automotive industries that are looking to set themselves apart from the rest are well-served to know what laser micromachining can bring to the table.
Laser Types
Three laser types are commonly used for micromachining metals—nanosecond, picosecond and femtosecond lasers. These lasers are named based on the duration of their beam pulses. For example, each pulse emitted by a femtosecond laser lasts femtoseconds (a femtosecond is one millionth of a nanosecond, or 10-15 of a second). The beam pulse duration, in addition to the repetition rate (the number of emitted pulses per second), are two factors that influence laser usefulness for industrial micromachining applications.
Nanosecond lasers have the longest beam pulse duration of these three laser types. This creates difficulty when micromachining metals in very precise applications because the long pulse duration creates a heat affected zone (HAZ) on that area of the workpiece. The heat can temper the base material, which can be unacceptable for certain components. During nanosecond laser machining the material absorbs the beam, heats, melts and evaporates. Some of the melted material, however, falls back onto the workpiece. This is known as recast, which may have to be removed with secondary finishing operations depending on the application.
Conversely, femtosecond lasers have the shortest duration of the three laser types. In this case there is beam absorption by the material, energy transfer to the lattice that breaks element bonds and fast plasma expansion. No recast is formed because there is no melt phase. This material removal method is known as cold ablation. Although femtosecond lasers are very accurate, they are complex systems and generally have a low repetition rate (typically just a few kilohertz), making them unsuitable for industrial work.
Picosecond lasers meld the simplicity and high repetition rate of nanosecond lasers with the accuracy and “cool” operation of femtosecond lasers. These lasers are considered short pulse lasers, as are femtosecond lasers, meaning there is no material melt phase. The material immediately turns into plasma, which eliminates HAZ issues.
RMPC’s solid state RAPID picosecond laser, for example, has pulse duration of less than 15 picoseconds. The system is controllable so that a single pulse can remove only 10 nm of material from the surface of a part. The short pulse means the energy is localized at small depth. The fact that there is no time for thermal conduction into the workpiece material makes the laser effective for machining metals such as steel, stainless steel, aluminum, molybdenum, brass and copper. This also enables the laser to machine non-metals such as Teflon, diamond, ceramics and glass without microcracking or chipping their surface.
The minimal thermal and mechanical effects associated with cold ablation allows for a high repetition rate, which translates to high ablation (material removal) rates. The repetition rate of the RAPID laser is 500 kHz, which means ablation rates for steel can be as much as 1 mm³/min for an 8 kW laser.
For most micromachining applications, the spot size made with the RAPID picosecond laser is between 4 microns and 50 microns, depending upon the feature to be machined. In production situations, the laser can drill through metals as thick as 0.5 mm or create blind holes or cavities for micromolds as deep as 0.5 mm. It can be used for surface structuring in the micron range and removal of thin coatings on components without piercing or damaging the underlying substrate. In addition, the laser can be used to “hone” a workpiece to a better surface finish.
Laser Drilling Methods
There are four common techniques for laser micromachining of metals. These are single-shot, percussion, trepanning and helical drilling. Single-shot and percussion are the two fastest drilling methods. Because these methods use the raw laser beam for machining, the hole they create is roughly the same as laser beam’s spot size. These two methods can deliver aspect ratios (the ratio of a hole’s length to its diameter) as large as 10:1. However, in trepanning and helical drilling, the beam spot size is smaller than the hole to be machined and the workpiece or beam is maneuvered to create the hole. Special beam delivery systems are required for these latter two techniques.
During simple trepanning, the laser beam pierces through the material and cuts the hole in one circular movement. Helical drilling, a variant of trepanning, does not pierce through the material. In this case, the beam follows a helical path, ablating layers of material gradually with many spiraling passes. Although this is the slowest of the laser machining methods, it creates the most accurate holes and crisp edges on beam entry and exit sides. It is also the best option for drilling holes with high aspect ratios, which can be as large as 20:1. In addition, trepanning optics allow the beam to create either positive or negative wall tapers.
Workpiece fixturing and positioning for laser micromachining systems can be simple or elaborate, depending on the application. New fuel injector nozzle designs that have tapered and angled holes, for example, require multi-axis positioning (both linear and rotary) to produce the holes. Other sophisticated systems may use a vacuum chuck for flat workpieces. In some instances, though, a basic X-Y can be used to position workpieces for laser machining. In addition, double-sided tape or frames might suffice for fixturing thin workpieces.
Laser Advice
For shops currently using nanosecond lasers with success, Mr. Ratermann doesn’t recommend switching to a picosecond laser. Although a picosecond laser is more accurate than a nanosecond laser, it is also more costly.
For shops considering the addition of a picosecond laser, Mr. Ratermann suggests sending part samples to a laser supplier to determine the speed and quality the laser can deliver. Shops might also consider visiting the laser supplier to determine whether basic workpiece and beam manipulation methods, or a more complex setup, would best suit their particular metal micromachining applications.
















Related Content

Volumetric Accuracy Is Key to Machining James Webb Telescope
To meet the extreme tolerance of the telescope’s beryllium mirrors, the manufacturer had to rely on stable horizontal machining centers with a high degree of consistency volumetric accuracy.
Read More
How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read More
Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read More
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More