The Most Valuable Resource For Succeeding At Lean
What is the most valuable resource? The answer is probably obvious: the people. This shop started to succeed at lean manufacturing once every employee got involved.
.jpg;width=70;height=70;mode=crop;format=webp)
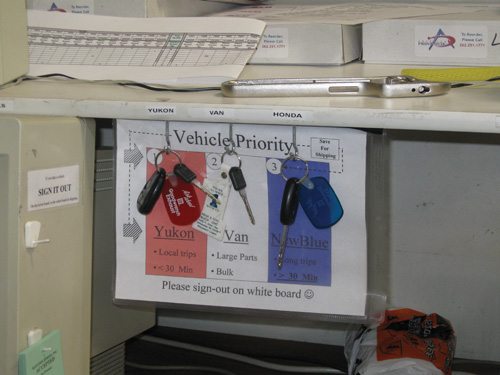
Employees looking at their own particular spheres of work are the best ones to spot where very focused lean solutions are needed--such as this simple card conveying which company vehicle to take.

For a year, all employees have attended weekly training in lean.

Joe Mingari Jr. looks at submissions to the lean suggestion box. Every idea submitted crosses the president’s desk. Ideas that are adopted are entered into a raffle for cash prizes.

Shadowboards are initially made of wood. Once the shadowboard design for a particular machine is proven, it is finalized in durable plastic.

KLH got its start as an EDM shop.



At KLH Industries in Germantown, Wisconsin, lean manufacturing fizzled the first time it was tried.
There were some benefits. Work stations became better organized. Some shadowboards appeared. But KLH was not able to sustain the improvement. The company got lean for a while, then it got busy with other things.



Company president Ken Heins knew he needed to find a way to make lean stick. He had studied lean, and understood the potential that a commitment to lean manufacturing would have for improving the focus, responsiveness and efficiency of his machining business. The problem was that he couldn’t do it himself. He couldn’t even do it with a group of lean champions around him. For a culture of lean to take hold at KLH, more of the employees would have to look at the workflow as he had come to see it, and integrate an understanding of lean into the way they go about their work.
Now, lean manufacturing is succeeding at KLH. It started to succeed because of an all-inclusive commitment. Every one of the 33 employees—including operators, maintenance personnel and the administrative staff—underwent detailed instruction in lean. Over the course of the past 12 months, groups of employees have attended regular weekly training classes that ran from noon to well into the evening. An instructor from Moraine Park Technical College in West Bend, Wisconsin reported to KLH to teach.
Glen Thielke was the instructor. He says he has never seen a company make such a thorough commitment to training its workforce in lean.
In addition, what might seem particularly surprising about this is that KLH is not even the sort of business that is “supposed” to benefit from lean. KLH is a job shop. It got its start providing contract wire EDM services, and has expanded into other varieties of CNC machining since then.
Mr. Heins has heard the notion that lean manufacturing does not work in a job shop environment, but he bristles at the idea. It isn’t so, he says. A contract manufacturer needs to reduce waste every bit as much as a captive shop does—whether the work is predictable or not. Having a predictable product does make this easier to do, because an optimized work flow can be established for each recurring part number. A job shop, with no recurring part numbers, needs a different approach for discovering and overcoming sources of waste.
The solution that KLH found is this: Get everyone involved. Instruct everyone so that every set of eyes is trained to look for waste. The parts do not repeat, but the processes do. And who better to see how to improve these processes than the people who interact with them every single day?
Little Things
Big changes have resulted from the attention that employees have given the company’s processes as a result of learning lean. However, here is a small change: Joe Mingari Sr., who oversees the company’s shipping area, also manages the company’s three delivery vehicles. Each different vehicle is cost-effective for a different type of trip. Mr. Mingari observed that employees were chronically losing time on tracking him down just to ask which vehicle they should take. The lean solution he implemented was a key rack with a simple, highly visible instruction card describing the right trip for each truck.
In a way, big changes are easy to make. The boss can walk out to the shop floor, see the need and push for the change to happen.
However, even after a series of big changes have been made in this way, the operation will continue to be dragged down by the cumulative weight of hundreds of tiny inefficiencies like the truck-related confusion above. Particularly in a job shop, where there is no set workflow path that repeats again and again, the boss by himself could never hope to see these small burdens. And particularly in a job shop, these potential improvements are the ones that go unrealized if the commitment to lean is allowed to fizzle.
KLH’s new approach is aimed at keeping the improvement moving. The state of Wisconsin gets some credit—Mr. Heins sought government support for the company’s efforts to train Wisconsin workers, and a state Workforce Advancement Training Grant ultimately covered about half of the training expense. Now, through a system that not only educates employees but also incentivizes them (more below), KLH is building a culture that includes a sustained commitment to paying attention to the little things.
Not Boards At All
Many of the big things did come first, however. KLH sales department manager Joe Mingari Jr. says that the earliest and most fundamental lean transformations in the shop included installing “shadowboards” at the machine tools and implementing a kanban system for consistently managing supply levels.
Both of these moves were “no-brainers,” he says. That is, their value became obvious as soon as shop personnel took a close look at the need.
The “shadowboards” at KLH are not boards at all, but clean, customized racks made of durable plastic. An early analysis of the company’s processes, in which an EDM operator was filmed setting up a typical job, made clear the shadowboards’ potential for improving lead times. The filmed operator lost time—often considerable time—through simply walking the shop floor to retrieve basic tools that were needed for the work. Shadowboards provide a way to make these tools easily accessible right at the machine.
KLH has implemented enough of these shadowboards that the company now has the practice down to a science. Better, it has the practice down to a process. Mr. Mingari says three to five people is the right size for a shadowboard team. This ensures a group that is large enough for a range of perspectives but small enough to be manageable. This group comes to an initial shadowboard design through discussion, generally occurring right at the machine, after which the group builds a wooden prototype with custom-shaped pockets for every item. Using this prototype in actual production for a few weeks reveals its imperfections. Perhaps a frequently used tool needs to be placed even more prominently on the board, or maybe a pocket that is not quite ergonomic enough leads to lost seconds of fumbling while the operator tries to retrieve an item. Once such flaws are discovered, the final design is captured in plastic, producing a customized rack that looks as polished and seamless as if it were mass-produced.
Order Oversights
The other no-brainer was kanban. Mr. Mingari says he used to occasionally remark, “We are a wire EDM shop, so how can we run out of wire?”
But the shop did run out. A simple error such as an operator not removing an empty box from the shelf or not communicating an urgent need to Purchasing would result in an unnecessary delay of perhaps a day or two.
The kanban system overcomes these types of errors. All of the spools of EDM wire are now unboxed and visible. They are stored on an organized rack that includes cards for automatically reordering given wire types whenever they reach their predetermined minimum stock levels.
Abrasive wheels in the grinding area are organized this same way, as are supplies in the waterjet area—though employees here are evaluating a wireless kanban system using barcodes that might be adopted company-wide. For all of these types of supplies and others, employees no longer need to think about whether a given item needs to be restocked. Mr. Mingari says kanban, like the use of shadowboards, is a lean practice that makes as much sense for a job shop as it does for any captive and recurring manufacturing operation.
Improvement Incentives
While steps such as these provided the footing for lean, the way forward from there has largely been determined by the individual employees who have taken the initiative to address inefficiencies they see.
KLH’s incentive system is simple. Employees offer suggestions for streamlining operations through a suggestion box. Every idea crosses the president’s desk. Ideas that are adopted are entered into a raffle. Three times per year, five employees at a time win cash debit cards.
But the card is not the only incentive. Employees are also motivated by the desire to see the company, and their own part in it, perform better. In fact, plenty of employees have implemented small improvements on their own without seeking recognition. Mr. Mingari several times has had to coax employees to fill out and submit a card reflecting improvements they have already put in place.
An employee can suggest a change in any area. However, the employee’s role in offering a suggestion has to go beyond just identifying a problem. It even has to go beyond proposing the solution. With each suggestion comes the expectation that the employee will also organize or lead the effort to implement that change, to the extent that this is practical.
Some changes involve enough different people in the company that they require an additional facilitator. Otherwise, in the case of small or mid-size changes, the employee might receive coaching in how to administer a project, but beyond that is left to take ownership of the improvement personally. Mr. Heins has already seen the limitations of a top-down approach to lean. To avoid fizzling, the improvements need to bubble up.
Valuing Failure
At first, a flood of ideas did come in response to the incentive system, Mr. Mingari says. The initial wave included both worthy suggestions and unworkable ones, and every idea was reviewed. The company’s leadership team spent considerable time to consider all the input and take steps to adopt approved suggestions.
But now that the company is a year into this commitment, he says, the rate of suggestions has settled to a consistent and manageable level. Most of the obvious ideas have been proposed, and many of the most obviously valuable ideas have either been implemented or added to the company’s timetable.
Yet in between the obviously worthy ideas and the clearly unworkable ones, there is a broad distance. That distance is filled by those ideas that seem promising to some degree, but may or may not succeed. This reality points to one final aspect of KLH’s approach to lean that is worth attention: The company handles failure in a way that is at least as important as the way it handles success.
Mobile deburring, for example, seemed like a great idea. It still seems like a great idea, but so far it hasn’t solved the problem that originally inspired it. When a kaizen team identified moving parts from waterjet to deburring as a source of lost time, the team proposed placing deburring equipment on a mobile cart, complete with self-contained dust collection. Employee Brian Preder championed the project and built a low-cost prototype cart using components already available at KLH.
In practice, the cart didn’t simplify waterjet operators’ efforts to the extent that was expected. The cart was cumbersome, and the operators tended to avoid it. For a time, the idea was a failure.
The failure didn’t last. Employees at the machining centers began frequently using this resource instead, saving time with it even though it wasn’t envisioned for this area.
The unexpected use was welcome. However, even this application was not necessary to “redeem” the deburring cart idea. Part of the culture of KLH is the commitment that there should be no stigma for failure. Such a commitment is vital to any system that relies on a continuous flow of new ideas. Failure is valuable, because seeing the way a promising idea fails is often the only way to obtain information that will contribute to success later.
Mobile deburring remains a worthy suggestion regardless of whether the current cart design is the right approach. Another approach will almost certainly be tried, Mr. Mingari says. The lean journey progresses this way—through both successes and failures. The point of lean is eliminating waste, and no time is wasted that is spent on trying a promising idea.
















Related Content

Buying a Lathe: The Basics
Lathes represent some of the oldest machining technology, but it’s still helpful to remember the basics when considering the purchase of a new turning machine.
Read More
Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read More
Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
Read More
When Organic Growth in Your Machine Shop Isn’t Enough
Princeton Tool wanted to expand its portfolio, increase its West Coast presence, and become a stronger overall supplier. To accomplish all three goals at once, acquiring another machine shop became its best option.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More