
Tool for Shallow, High-Feed Cuts Speeds Roughing
“Feed fast, cut shallow.” This strategy, in combination with a cutting tool specifically designed to take advantage of it—the Power Feed+ from Ingersoll—enabled this shop to reduce cycle time on a tough prototyping job by a factor of five and increase insert life by a factor of six.

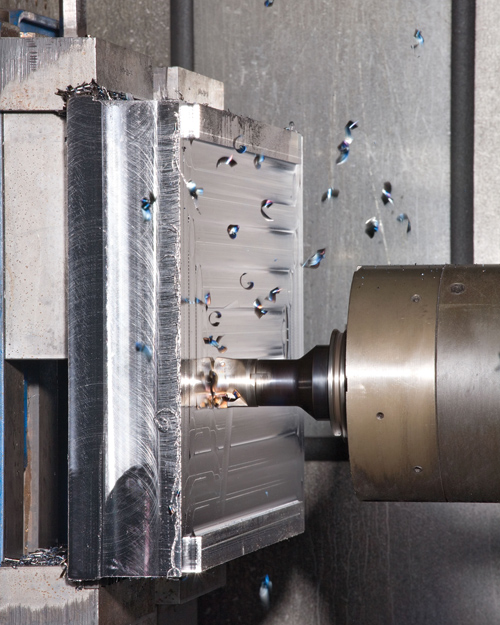
Tool failure when roughing out the square channel running down the middle of each chromium steel guide rail caused a bottleneck that threatened to spill over into the shop’s other work. Ingersoll’s Power Feed+ cutting tool eliminated problems with tool life and cycle time, enabling the shop to turn around this and other steel roughing jobs more quickly.
Based on its success, the shop has standardized on the Power Feed+ and the “feed fast, cut shallow” approach for all steel rough milling jobs.

Lead machinist Steve Humiston indexes an insert on the Power Feed+ rough milling cutter. The tool’s trigon-shaped, six-edged inserts are said to need indexing far less often than the rhombic inserts the shop used previously.



Most shops with the necessary capabilities would be quick to take on a potentially lucrative job, especially in this tough economic environment. However, when process predictions made at the time of bidding don’t pan out, the new job can become a bottleneck and disrupt operations on a company’s bread-and-butter workload.
That was the problem faced last June by Tom Young, a programmer at Westbrook, Maine-based D&G Machining. Completing a prototype piece took twice as long as planned, and cutting tools tended to break unpredictably. The company risked delaying delivery and losing money on not only this job, but other work as well. In addition, it could potentially have lost the confidence of a key repeat customer. Mr. Young couldn’t release the full lot for production until he found a better way.



With the help of cutting tool manufacturer Ingersoll (Rockford, Illinois), Mr. Young turned the problem into an opportunity. Ramping up feed rates, reducing cutting depths and retooling with a cutter designed for this approach—the Power Feed+ from Ingersoll—helped the shop increase tool life by a factor of six and produce the part more than twice as fast as initially projected.
D&G Machining is a contract machine shop specializing in large parts, many of which are components used in Navy ships. The aforementioned prototype piece is a chromium steel guide rail for a shipboard cargo handling system. The initial order called for 350 of the parts, which measure 36 inches long with a 6 x 3.5-inch cross section. Each part required a square channel milled down its entire length. The planned sequence was to rough this channel to within 0.05 inch of final size, send the parts for hardening and then mill off the remaining material.
The bottleneck occurred during the first operation: roughing out the square channel. At bidding time, D&G had projected a 10-minute roughing cycle, and inserts were expected to last through several pieces. In practice, however, the operation took 20 minutes and tended to break the shop’s two-sided inserts badly enough to ruin the second edge as well.
The cutter chosen for the job was essentially a square-corner end mill, the shop’s standard for this type of work. The 1.25-inch, three-flute tool featured two-sided rhombic inserts in a brittle grade. The tool’s zero-degree lead angle meant cutting forces were primarily lateral. The fastest method to cut the part without deflection was to take five passes at 400 sfm/9.6 ipm and a 0.35-inch cutting depth. This took about 20 minutes per piece—provided the cutting edge survived. It barely lasted through the first
prototype.
At the time, Mr. Young had just returned from an Ingersoll "Productivity Redefined" tooling seminar that covered how to recognize and overcome production bottlenecks. The main message Mr. Young gleaned from the seminar was the importance of focusing on maximizing removal rates, minimizing machining costs and freeing up machining time, as opposed to quibbling over tooling costs. "It was a holistic approach that related the enterprise-wide issues to tooling practice," he says.
Upon returning from the seminar, Mr. Young recognized the potential bottleneck in the guide rail job and its potential ripple effect on other work. He immediately called on Ingersoll’s Bob Bornheimer for help developing a solution. One tool that caught his eye at the seminar was the Power Feed+ cutter, which is designed specifically to speed rough milling operations. Mr. Bornheimer agreed that the tool would be a good fit for the operation and also recommended a different tooling strategy, one for which the PowerFeed+ is specifically designed: taking a series of shallow passes at high feed rates rather than cutting deep and feeding slowly. "This way, you improve the material removal rate while reducing radial cutting forces on the machine, cutting tool and workpiece," Mr. Bornheimer explains.
The trial tool arrived the next morning, and Mr. Bornheimer visited the shop that same afternoon to help work out the details. Mr. Young, Mr. Bornheimer and D&G programming supervisor Randy Wakefield tried several machine settings, finally settling on parameters of 1,300 sfm/350 ipm and an 0.05-inch cutting depth with no coolant. Compared to the previous tool and cutting parameters, this combination reduced cycle time from 20 minutes to 4 and extended insert life by a factor of six. "More importantly, we converted a potential money loser into a very profitable job and freed up a key machine for additional work," Mr. Young notes. "In effect, we expanded our capacity without expending capital."
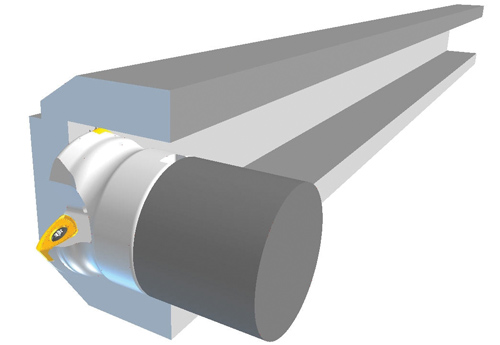
A major difference between the Power Feed+ and the previous tool—both three-flute cutters—is insert geometry. Specifically, the new cutter’s inserts feature a trigon shape, as opposed to the previous cutter’s rhombic inserts, as well as a 10-degree lead angle. Compared to the square shoulder of the previous inserts, this lead angle creates a gentler entry into the workpiece to reduce lateral forces on the tool and spindle during fast-feed,shallow-cut milling. Notably, the lead angle also takes advantage of the cutter’s improved chip thinning characteristics, Mr. Bernheimer explains. "The chip is thick at the front, but it thins toward the back end. When you get chip thinning working for you, you can reduce the power required to remove a given volume of metal by as much as 30
percent."
Improved chip thinning is a benefit provided by the inserts’ trigon geometry, which generates a consistent, heavy chip that carries away more heat at high feed rates, Mr. Bernheimer says. This shape also redirects more of the cutting forces through the spindle for greater stability. Additionally, the inserts are thicker—and therefore, stronger—than those of the previous cutter.
On the first job after the guide rail, the new tool enabled the shop to finish a 1.5-hour rough facing operation in only 40 minutes. Based on this kind of success, D&G has standardized on the "feed fast, cut shallow" approach with the Ingersoll Power Feed+ for all its steel roughing jobs. In fact, the shop has used the tool on more than 20 projects since. "It has become our ‘go-to’ cutter," Mr. Young concludes.












Related Content

Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.
Read More
Widia Introduces Solid End Mill for Shoulder and Side Milling
The WCE solid end milling series features a five-flute geometry specifically designed for optimal performance when shoulder milling and side milling carbon, stainless steel and cast iron.
Read More
The Impact of Cutting Teeth Spacing on Machining Stability
Many cutter designs are available, and variable teeth spacing (or variable pitch) cutters can be used to influence milling stability. Let’s discuss why teeth spacing affects stability.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More