




“First of all, aerospace material is very challenging to machine,” says Rob Caron, founder and president of Caron Engineering. He begins a rundown of the challenges a machinist confronts in hogging out an aerospace part made of, say, titanium (though when it comes to aerospace components, the material might by any number of hard, difficult-to-machine alloys including Monel, Hastelloy or Inconel).
Aircraft standards being so high, many such parts must be machined entirely from one solid block of titanium for maximum integrity when it’s helping to hold a plane aloft. This means that a milling machine might have to hog out loads of metal to get down to the net shape and ultimately to the final part.



And because the titanium is so hard, the tool is breaking down as it’s cutting: “It’s degrading right in the middle of the cut,” Mr. Caron says, “So because of the amount of material being removed and the tool degradation, getting the feed rates correct from a user standpoint is very difficult.” This doesn’t even take account of natural hardness variation through the titanium. And of course, if the next block has any property differences from the last, then those feed rates might not be repeatable.
For many aerospace machinists, the solution is a compromise. When it comes to feeds and speeds, play it safe. Operators will assume the worst potential machining conditions, and program the tool to move slower through the material. The reasons are simple, says Mr. Caron: “There are so many factors they have to consider, and the material is very expensive. So, breaking a tool can cause a very expensive part to scrap. They’ll take the conservative approach to prevent that.”
Enter Caron Engineering’s adaptive control technology.
How Adaptive Control Works
Caron Engineering’s TMAC MP (Tool Monitoring Adaptive Control with Multi-Process monitoring) was designed to mitigate precisely the challenges described above. TMAC combines sensors and a CPU communicating with a multi-range power transducer to “learn” the optimum power load of the tool in order to adaptively control the feed rate.
The premise is pretty simple. As just described, a machinist faced with hogging out a block of hard aerospace alloy will often take the conservative route when it comes to speed and feeds. The tool moves through the metal at a slow and constant feed rate. As it passes through more and less difficult cuts, the power load of the spindle drive spikes and lowers, respectively. Besides the inefficiency, at a certain point any one of these spikes threatens catastrophic tool breakage if the user isn’t careful.
To prevent such conditions, TMAC connects to the CNC and overrides the feed rate for the whole cut. After monitoring spindle power in “learn mode” while the machine cuts a part with new tools, it establishes peak and optimal power load targets, and automatically adjusts the feed rate to maintain a constant load.
Here’s a video showing adaptive control in action.
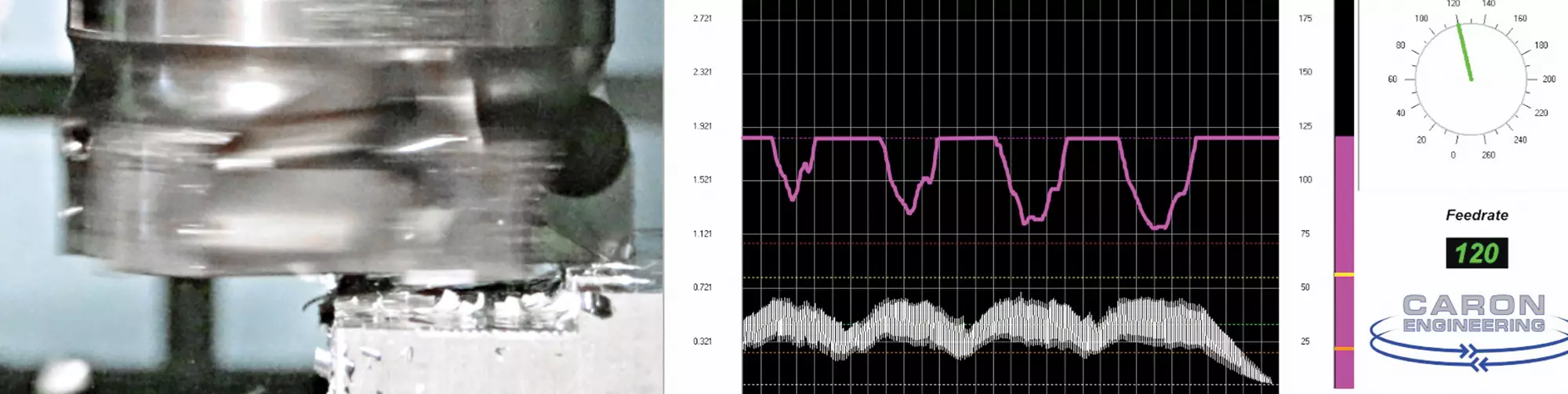
The video shows the tool speeding up and slowing down through a cut as it moves through varying material conditions. The inset shows how it unfolds on the TMAC MP screen. Figure 1 in the slideshow at the top of this post also demonstrates what’s going on with a sample cut:
- The white line shows the actual cut’s power load over time, measured in horsepower according to the left-side Y axis.
- The purple line indicates the real-time feed adjustment. As the power load decreases through easier portions of the cut, the feed rate increases. As the tool enters tougher portions of the cut, the power load increases, and the feed rate slows down.
The machine learning process allows TMAC to establish beforehand the target upper limit for the power load (represented by the straight green line) as well as a bottom limit for the feed rate (orange line), below which the system knows that the tool must be so worn as to require replacement, since the cut will always require more power as the tool degrades, and since it’s tied in to the CNC, it can bring the feed rate to zero and signal an automatic tool change in such a case. This essentially prevents catastrophic tool breakage. Whereas normally a tool would continue feeding until it can’t cut anymore, adaptive control’s monitoring gradually reduces the feed rate as the dull tool requires more power, and most of the time, it will at least finish its cut.
The overall benefit of adaptive control, according to Caron Engineering, is the ability to cut hard metals like titanium more aggressively and efficiently, reducing air cutting and saving time. Cycle time savings may range anywhere from 20 to 60 percent, according to the company. Adaptive control is said to be especially useful with airplane engine component applications, such as hogging out blisks and machining integrated rotors, in which the metal around weld joints may be work-hardened.
Saved by the Algorithm
For all these benefits, Caron observed a complication in certain situations, namely, hogging processes in which the hard aerospace material requires a large-diameter tool cutting at speeds of less than 1,000 rpm. “If you’re machining a block of aluminum, then you can go 10,000 rpm no problem, and machine as much as you want,” Mr. Caron says. “But when you start machining titanium, the characteristics of the material don’t allow the cutter to cut that fast.”
In this case, TMAC’s sensitivity becomes problematic, since at such slow cutting speeds—sometimes as low as 200 or 300 rpm—the system actually registers the power increase generated by the resistance of each tooth entering the material. The resulting line looks like an odd-looking saw, with its many power oscillations appearing as teeth. Figure 2 shows a sample cut like this with a five-tooth shell mill, which took about 56 seconds to complete. Under traditional adaptive control, TMAC’s adjustment of the feed rate would end up mirroring each of these tiny spikes, which dampened its efficiency.
TMAC’s latest innovation, which Mr. Caron refers to as the “sawtooth algorithm,” is an advanced form of adaptive control designed to address this issue by learning the “tooth-pass frequency” of each tool. Calculating the exact power oscillation of each tooth passing through the material and averaging the power of all the flutes for a given rotation, adaptive control can respond to the cutting action of the entire tool instead of each individual tooth. Figure 3 shows the same cut as in Figure 2, but with the sawtooth algorithm enabled. Rather than a sawtooth pattern in the feed rate (the purple line), the result is smoother, rising or falling according to the average power load of the tool moving through the cut. The new cut time is reduced to about 36 seconds.
“We’re making a low-rpm cut look like it’s a high-rpm cut,” Mr. Caron says.
Anticipating the Internet of Things
The TMAC MP system is first and foremost a machine monitor. The fact that it exists on its own separate processor and uses Caron’s own sensor suite means the system can be used on legacy machines; but the limitation is with the adaptive control capability, since it needs a CNC that can enable TMAC to override the feed rate. However, the system can measure spindle motor power (the primary indicator used in adaptive control), vibration, strain, coolant pressure, coolant flow and spindle speed for monitoring tool life, work expended, bearing health, and real cut time.
Even though the product has been around for more than 30 years, the company seems to have found itself in something of a moment, as manufacturers race to connect their shop floors and gather data. As it is, Caron’s sensors collect a large amount of data for process diagnostics, system integration and advanced analytics. Like Caron’s other monitoring products, TMAC is MTConnect-compliant.
“We’ve basically been an Industrial Internet of Things product long before that term was ever used, because we’ve always had data that was available to go to anybody,” Mr. Caron says.
All the sensors can be used by TMAC to react to anomalies in normal machine operation and provide messages and alarms to the user. The biggest opportunity this opens up is unattended operation, since there doesn’t need to be a person near the machine when TMAC is automatically monitoring power, making adjustments in real time and notifying the user when a tool needs changing (or ordering an automatic tool change itself).
“We’ve had situations where a customer went from one operator per machine to maybe one operator for every seven machines just to load material,” Mr. Caron says. Obviously, adding a robot for loading and unloading to a cell enabled with TMAC and adaptive control means that a machine could work on difficult-to-machine workpieces completely unattended.
















Related Content

"Crazy" Tools from Mikron Expand Capabilities
Despite past challenges of the pandemic, Mikron Tool's R&D department runs at full speed, developing efficient machining of demanding materials in the micron range.
Read More
10 Tips for Titanium
Simple process considerations can increase your productivity in milling titanium alloys.
Read More
How to Turn Machine Shop Downtime Into Process Expertise
To take advantage of a lull in business, JR Machine devised a week-long cutting tool event that elevated the shop’s capabilities with aerospace alloys.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More