Tooling Helps Race Shop Take the Fast Lane
Cutting tools and expertise from Sandvik Coromant help this drag racing organization stay ahead.
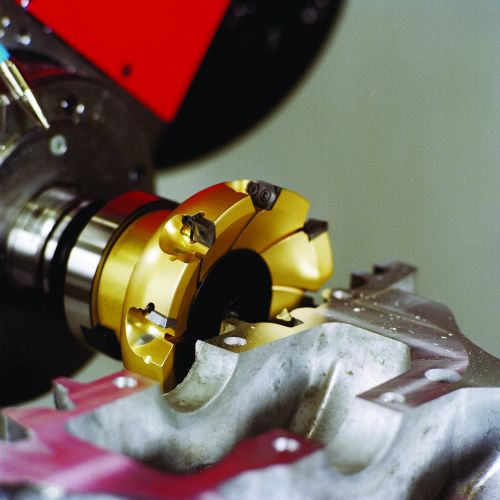
The light cutting of the CoroMill Century reduces loading and vibrations, thus minimizing tool damage and simplifying clamping. The tool’s design is also said to ensure a high level of rotational security.

DSR maintains a machine shop at its 120,000-square-foot facility to manufacture many of the parts for its racecars in-house.
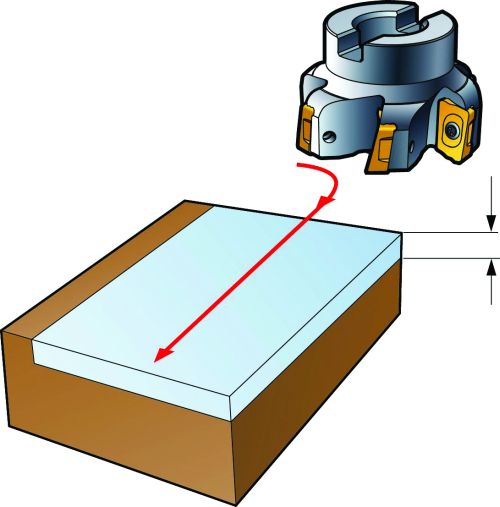
The roll-in milling technique recommended by Sandvik helped avoid vibration, poor finish and poor quality. Easing the inserts into the cut created a thick chip on entry and a thin chip on exit, resulting in a 58-percent increase in surface quality.

Initially, DSR was using a 6-inch cutter that required hand-loading to machine cylinder heads like the ones shown here. The more productive CoroMill Century cutter improved utilization by eliminating manual tool changes.



They’re called “funny cars,” but the engineering effort that goes into these dragsters’ success is no laughing matter. Behind every winning car is a team consisting not just of drivers and support staff, but also programmers and machinists tasked with producing top-quality parts on sophisticated manufacturing equipment. The recent experience of one racing organization, Don Schumacher Racing (DSR), demonstrates the value of having a supplier that can help get the most out of this equipment. Thanks to tooling and support from Sandvik Coromant (Fair Lawn, New Jersey), the company has re-vamped a troublesome cylinder head manufacturing process to improve part quality and reduce setup time, cycle time and tool costs.
overhang that caused vibration problems, and the tool often had to be sent out for resharpening. The tooling supplier recommended swapping that cutter for a 50-mm-diameter Coromill 790 router. It also brought in a Coromant Capto C5 shank to boost rigidity. Finally, the team modified the CNC program to incorporate circular interpolation techniques that reduced radial and axial cutting depth while increasing sfm and ipm. Altogether, these changes reduced the load on the spindle, reduced vibration, improved tool life and simplified tool changes, which are now a matter of changing two inserts, Mr. Keep says.












Related Content

Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.
Read More
How to Tackle Tough Angled Pocket Milling With Two Tools
Milling a deep pocket with a tight corner radius comes with unique challenges, but using both a flat bottom drill and a necked-down finishing tool can help.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
Buying a Lathe: The Basics
Lathes represent some of the oldest machining technology, but it’s still helpful to remember the basics when considering the purchase of a new turning machine.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More