
Trunnion Table Helps VMC Fill Utility Role for Shop
Learn how a trunnion table brought horizontal versatility to a vertical machining center for custom pump production at Vertiflo Pump.


The trunnion table enables Vertiflo Pump to machine as many as four parts at a time, cutting per-part cycle times in half.

Pump parts that require milling and drilling at 90 degrees can now be machined in a single setup instead of two.

Vertiflo inventories most of its common pump parts; however, each order is custom, based on its application.
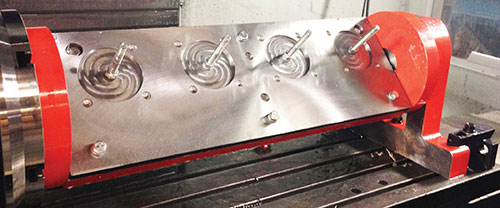
Shop Supervisor Ron Davenport created sub-plates that mount directly to the holes in the trunnion table to enable the setup of six different part configurations.
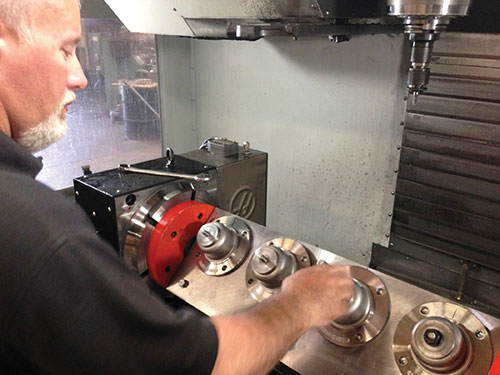
Mr. Davenport set up parts on the trunnion table, which enables both vertical and “horizontal” machining in a single setup on the Haas VF5 vertical machining center.



A machine tool’s versatility is a valuable asset for specialty machine shops. One option to improve upon a machine’s capabilities is to add a trunnion table. When industrial pump specialist Vertiflo Pump Co. of Cincinnati, Ohio, purchased a new vertical machining center, it used a trunnion table from TrunnionTable.com (Elsmere, Kentucky) on the machine’s fourth axis to handle parts previously machined on a horizontal.
“Purchasing the vertical machine with the trunnion table saved us between $50,000 and $60,000 on new machine costs alone,” says Phil Eldridge, operations manager at Vertiflo. “On top of that, we’ve cut per-part cycle times in half while freeing our operators to handle more than one machine.”



Vertiflo Pump Co., a privately owned company, has served the industrial pump market since 1980. Its namesake vertical, horizontal and self-priming pumps are used in a variety of process control applications for everything from agriculture to wastewater treatment. The company manufactures, assembles and ships hundreds of pumps every month, ready to pipe up. Pumps are primarily made of cast iron and 316 stainless steel, and the verticals range from 2- to 25-feet long and weigh as much as 3,000 pounds. The castings are sourced from domestic foundries to help shorten delivery times.
“Every order is considered custom,” Mr. Eldridge says. “Typically, the variables include conditions of service, materials, pump length and size, drivers, plates, and discharge sizes. There are a lot of common parts, but each pump has custom aspects based on the application.”
In order to create a more versatile machine lineup, the industrial pump manufacturer purchased a new EC 1600 horizontal machining center to join two smaller Mazak verticals. To complement the EC1600, the company initially investigated purchasing a smaller HMC, because many of the parts it manufactures require a horizontal orientation and are too small for the larger machine, Mr. Eldridge says.
After talking with a sales engineer, the company decided to acquire a mid-sized Haas VF5 vertical machining center. The Haas VMC would provide more flexibility, fit nicely with the two smaller verticals and large horizontal, and could be equipped with a table from TrunnionTables.com, Mr. Eldridge says.
“We realized we could go with the large, four-axis capability on the EC 1600, get the mid-sized vertical with a trunnion table and have all our bases covered while saving a lot of money,” he says.
While the company holds some pump assemblies and nearly all common parts in inventory, pump orders generally originate with customers selecting a pump on the company’s website. The company’s “B.O.B.” software system enables its customers to select their pump design and sizes online, and its in-house Configurator software then creates a bill of material. From this, the company makes the parts, assembles the pump and ships it.
The trunnion table has enabled the company to optimize this process. Typically industry turnaround times are anywhere from six to eight weeks, but Vertiflo can turn the finished pump around and ship it in one to three weeks, Mr. Eldridge says.
“Those orders account for about 85 percent of our business, so productivity is a must, and we’ve got it with the trunnion table,” he says.
Machine shop supervisor Ron Davenport credits the trunnion table for boosting the shop’s productivity in a couple of ways. According to Mr. Davenport, parts that require milling and drilling at 90 degrees now can be machined in one setup instead of multiple setups. The benefit of this is that the company can now machine as many as four parts at once with a 40-minute cycle time. Prior to acquiring the trunnion table, the one-part cycle time was about 20 minutes, Mr. Davenport says.
“Now, we’re getting more parts in less time. Plus, the longer cycle time allows us to operate multiple machines at the same time, so we’ve also lowered manpower costs,” he says.
Mr. Davenport likes the flexibility he has in setting up different part families using fixtures he created in-house in conjunction with the trunnion table, as well as the table’s ease-of-use. “I made a couple of sub-plates that mount directly to the holes in the trunnion table, so we can set up six different part configurations,” he says. This includes multiple part types with similar bases. “The trunnion tables square themselves up almost automatically. It’s really easy to set them up and they’re very solid and well-built.”
The new VMC trunnion table has enabled Vertiflo to “right-size” its operations—meaning it can process parts on more appropriately sized machines, thus extending the life of its machine tool assets. Mr. Eldridge says Vertiflo was able to take a lot of parts off the EC 1600 that were just too small for it. Conversely, it was also able to take parts off the smaller vertical machines that were almost too big and that pushed them to the edge of their capacity.
Now, the small verticals can process more size-appropriate parts, which will extend the life of those machines, Mr. Eldridge says, and the company is getting the most out of its large-part machine by actually machining large parts.
“We feel we have the right machines processing the right parts, and it was all made possible by a $3,650 trunnion table.”












Related Content

Parts and Programs: Setup for Success
Tips for program and work setups that can simplify adjustments and troubleshooting.
Read More
A Case for Combining Workholding with Optical Scanning
Automotive dies and die inserts are often complex, one-off parts with little room for error. Integrity Tool's investments in modular workholding tools and 3D optical scanning have allowed the company to create niche capabilities for its CNC machined parts.
Read More
Shop Doubles Sales with High-Mix, Low-Volume Automation
Robots with adaptive grippers have opened entire shifts of capacity to high-mix, low-volume shop Précinov, doubling its sales.
Read More
Machining Vektek Hydraulic Swing Clamp Bodies Using Royal Products Collet Fixtures
A study in repeatable and flexible workholding by one OEM for another.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
