.jpg;width=70;height=70;mode=crop;format=webp)

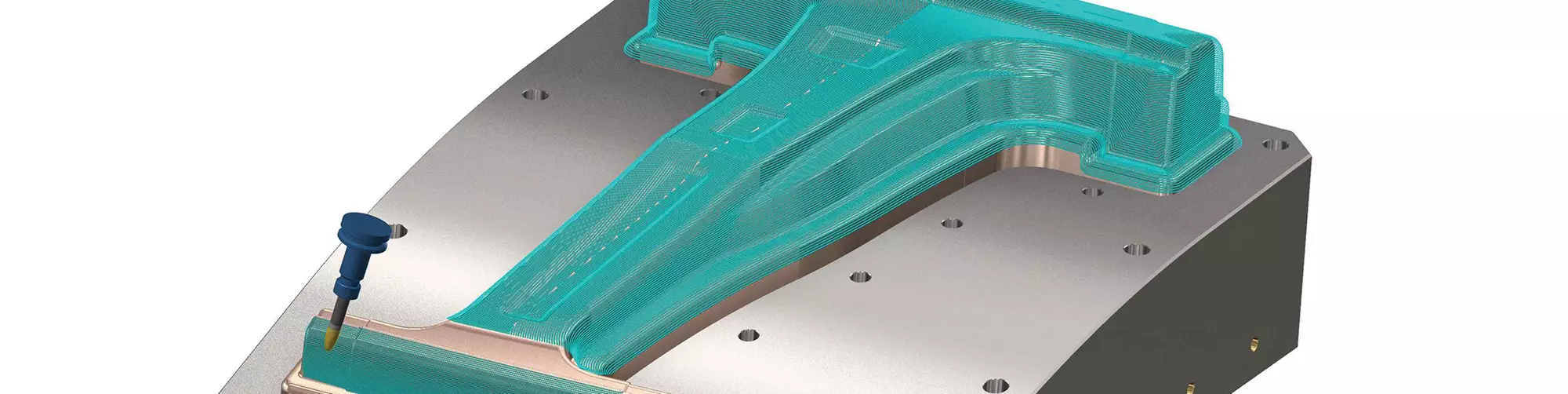
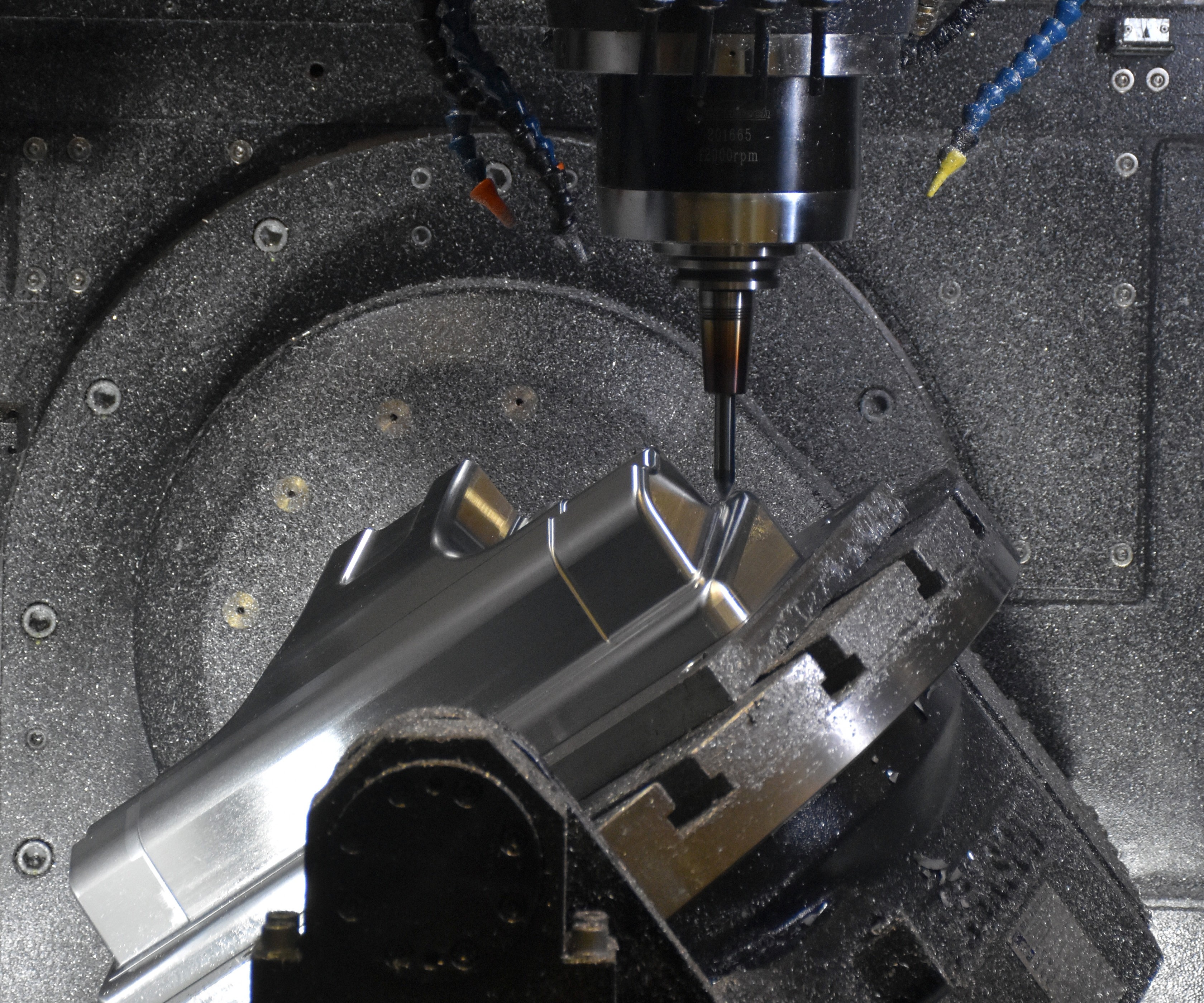
Circle-segment tools finish surfaces significantly more productively than ballnose tools by cutting with an edge that is larger in radius than the ballnose’s ball. The taper tool seen here is an extreme case—its cutting edge seems almost straight. Making use of such low curvature requires a precise angle of engagement.
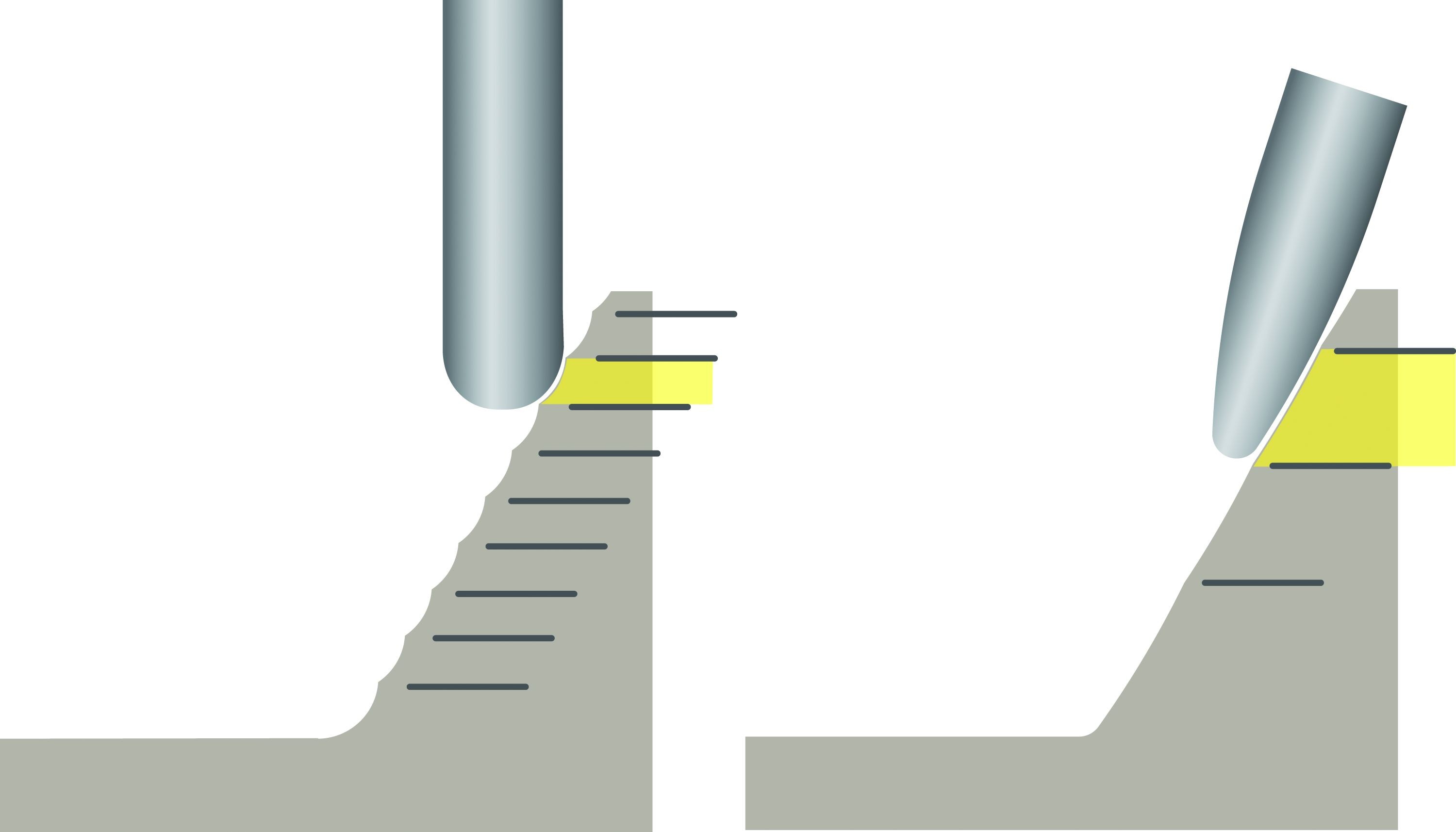
Here is how the circle-segment tool saves cycle time relative to a ballnose tool. The larger-radius edge permits larger stepover increments. Not only does productivity improve, but the resulting surface finish is liable to be better as well. (Illustration courtesy Mastercam/CNC Software.)
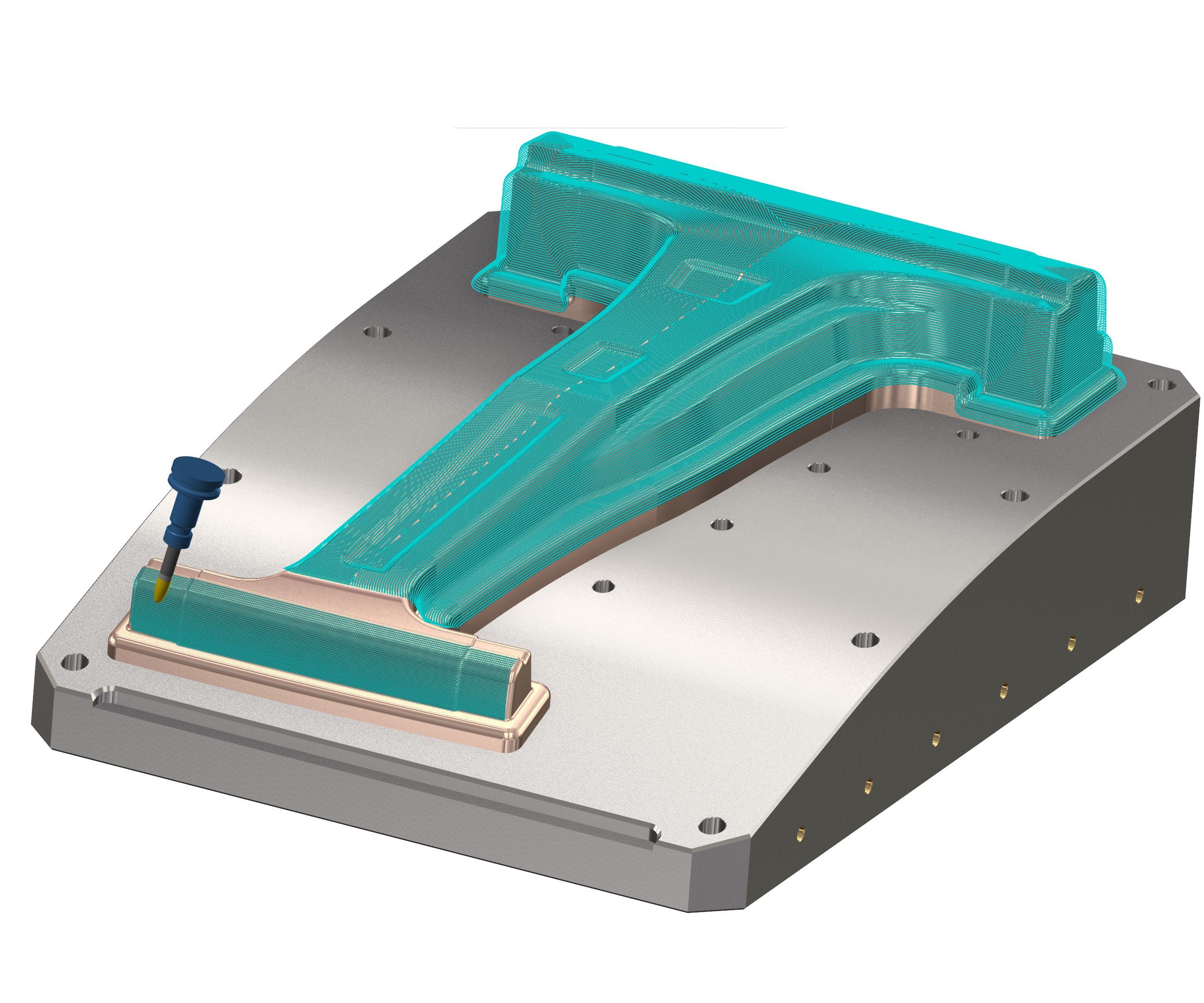
CAM software is critical for making use of circle-segment tools. Maintaining the precise angle of engagement required demands tool paths tailored to each of the different circle-segment tool types.
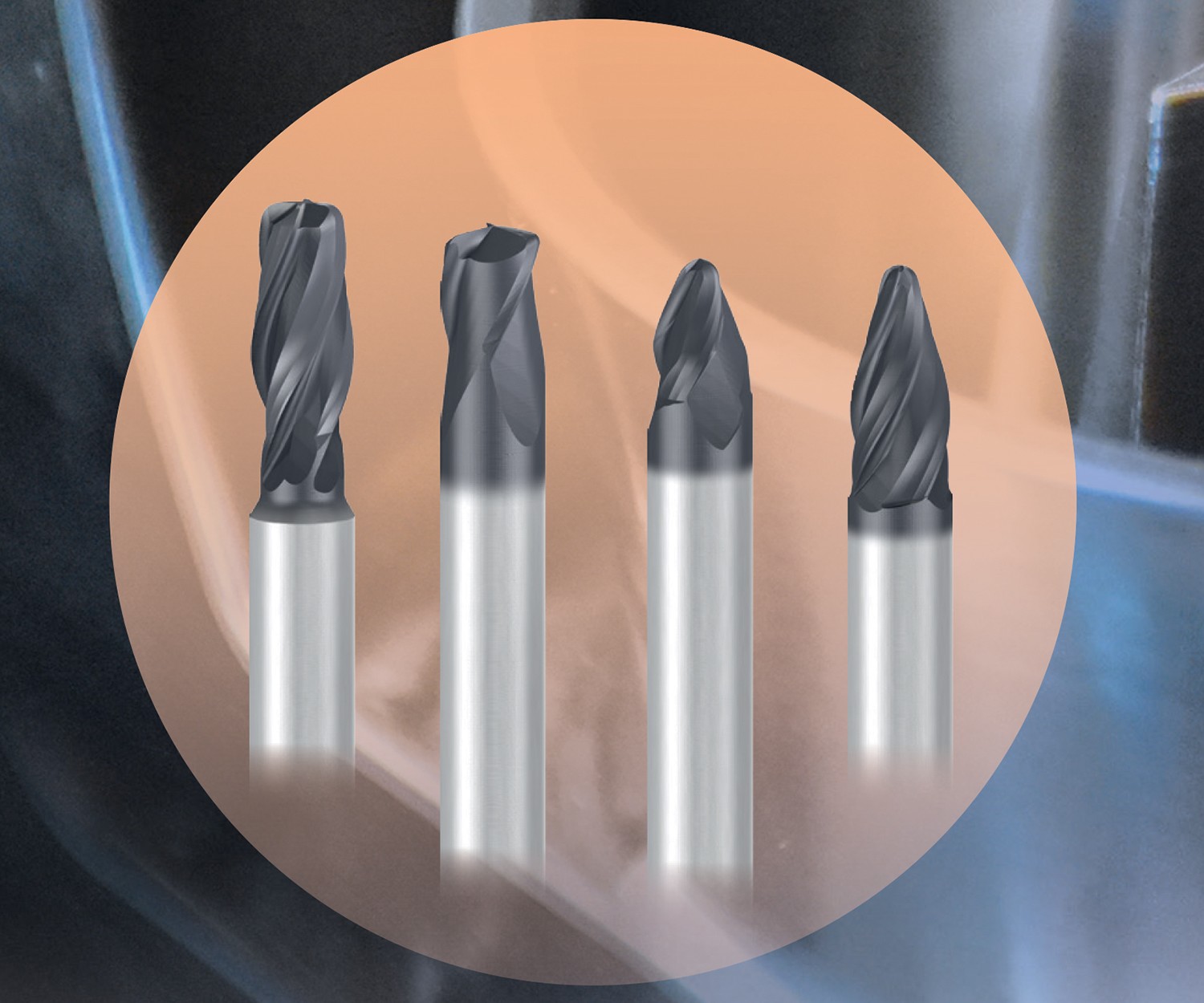
Here are four varieties of circle-segment tools from Emuge. Seen here from left to right are barrel, lens, taper and oval forms. (Illustration courtesy Emuge.)
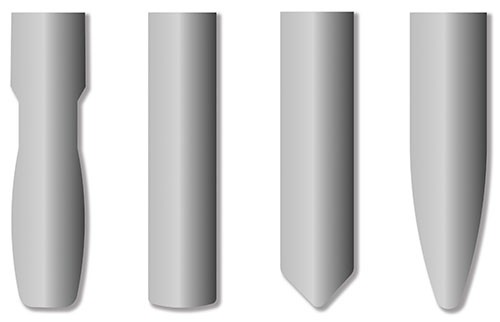
Here are those same four forms in abstract versions better showing the tools’ shapes. In the case of the lens tool (second from left), the large-radius cutting edge is on the tool’s tip. (Illustration courtesy Mastercam/CNC Software.)
Circle-segment tools all but need five-axis machines, particularly in machining of die and mold forms, to keep them cutting at the angles they require. These tools realize the promise made possible through sophisticated machine motion plus sophisticated programming.



Over time, machine tool motion has become more intricate. Precise control of five-axis machining centers allows for elaborate tool paths. Over time as well, CAM software has become more sophisticated, increasing the ease and effectiveness with which complex machines can be programmed.
Meanwhile, cutting tool forms have remained simple. Standard milling tools come in basic forms that would have been recognizable even well before the age of programmable machining. We take this for granted, but do cutting tools require simple shapes? As it turns out, not at all. Complex machines can mill complex forms using complex tools—and this last item is the piece that has now arrived and begun to find its place.



Cutting tool maker Emuge offers a line of circle-segment milling tools—so-called “barrel cutters” and others—that offer profiles engineered to effectively finish-mill various contoured workpiece surfaces, notably in die/mold machining. However, these tools are distinctive in the demands they make related to tool paths. Using them effectively requires tool paths that keep the tool’s cutting profile engaged with the surface of the part at a precise angle proper for that tool design. To meet this need, Emuge partnered with CAM software providers to develop programming algorithms able to realize the full promise of this tooling.
One such partner is CNC Software, developer of Mastercam. Application Engineer Jesse Trinque is one of the CNC Software team members who has been involved in developing the Mastercam capabilities tailored to circle-segment tools, and he has worked with shops using this tooling. He recently offered his perspective on the importance he sees for this relatively new type of milling tool, and the corresponding importance of the cutting tool and the CAM software increasingly working as a unified system.
“In the past, CAM actually hasn’t modeled cutting tools as tools,” he says. It didn’t need to. Cutting tool shapes were so simple—a cylinder for an end mill, or a cylinder with a hemispherical tip for a ballnose end mill—that just these simple geometric solids were sufficient to accurately represent the tools in CAM. Circle-segment tools change this, he says, because they require a non-simple cutting tool form to be precisely realized and precisely manipulated with respect to a workpiece form that is also not simple. This is the task to which CAM developers have been rising in equipping the software to make use of these tools.
The payoff is nothing less than vastly reduced finish-milling times for workpieces featuring geometric contours. A circle-segment tool accomplishes the same thing as a ballnose tool to the extent of using a contoured edge to mill along a contoured surface. However, a ballnose tool features a cutting-edge radius that is only as large as the radius of the tool. By contrast, a circle-segment tool such as a barrel or oval cutter manages to deliver a large-radius milling profile using a tool that remains slender. Other profile types in Emuge’s line include lens and taper. (See photo four in the slideshow above.)
The advantage of the ballnose tool is that this classic tool type is agnostic on engagement angle. At whatever angle the tool is used, the tip still presents the same circular profile. The ballnose’s disadvantage, Mr. Trinque says, is cycle time. The tool requires a small stepover increment to machine a smooth surface, leading to long cycle times when the surface is large. Circle-segment tools can bring large stepovers and short cycle times to the same surfaces, but these tools have to be held at just the correct angle so that the large-radius profile comes into play.
What angle? Mr. Trinque says the tool with an oval form is limited to a 15-degree range of motion at which the tool is effective. The taper-form tool is far more limited than this; its angle of engagement cannot vary by more than 0.1 degree. The ballnose, by contrast, is effectively unlimited in its range of motion. This is why ballnose tools are routinely used on even basic machining centers, but circle-segment tools are applied almost entirely on five-axis machines.
Circle-segment tools finish surfaces significantly more productively than ballnose tools by cutting with an edge that is larger in radius than the ballnose’s ball. The taper tool seen here is an extreme case—its cutting edge seems almost straight. Making use of such low curvature requires a precise angle of engagement.
He says the chief application in which a circle-segment tool thrives is milling a contoured surface that covers a large, relatively open area of the part. This might mean machining the bottom of a mold cavity with a lens tool or machining the sides of a mold core with a taper or oval tool. In either case, a finishing operation that might have taken several hours with a ballnose tool could be reduced to less than an hour with strategic application of various circle-segment cutters.
Mold and die machining is not the only application, he says. Aerospace parts with large swept surfaces are also candidates, as are medical implants. Both of these latter types of parts have the advantage that they likely already are being produced on five-axis machines. “We recently assisted a company machining a titanium knee component,” he says. “It was already five-axis, but the finish-milling cycle was 70 minutes. Circle-segment tooling reduced this to 10 minutes and delivered an even better surface.”
Ballnose tools remain important. Frequently, complex parts have hard-to-access features for which only a ballnose can do the machining at the restricted angle that the part itself makes possible. Indeed, Mr. Trinque says this point suggests one of the main challenges and mindset changes he sees related to the adoption of the newer tooling.
“Companies that have heard of the effectiveness of circle-segment tools often want to apply them to everything,” he says. But these tools, in general, have limitations—they are no good for roughing, he points out. Each of the specific tools has advantages and limitations of their own. Their different applications potentially expand the options available to the programmer and change the importance of the decisions the programmer makes for realizing a productive process. “In the past, you might have used one tool to finish a cavity,” he says. “Including circle-segment tools might mean you now think about that same cavity in terms of four different tool paths for four different tools that each do some different region of that cavity productively.”
Increasingly, this is how die/mold programmers will need to think, Mr. Trinque says. In his view, cutting tools offering complex profiles are the future. In machining contoured forms, they are the final piece bringing together the sophistication CAM software can realize with the complexity five-axis machining can achieve. Indeed, other cutting tool makers are also introducing tools with interesting and useful forms, he says. CAM software can no longer account for tools just as simple shapes. Today, Mastercam deploys circle-segment tools using libraries of tool models tailored to these forms, but he says this is just an interim step. Under development now is capability that will enable the CAM software user to input the tool profile, equipping the software to make use of whatever is the latest tool form that user needs the CAM software to apply.
















Related Content

Ceratizit's Updated Tooling Solutions Improve Machining Performance
The company has upgraded its EcoCut indexable inserts lineup, as well as introduced two new toolholding and workholding solutions.
Read More
Widia Introduces Solid End Mill for Shoulder and Side Milling
The WCE solid end milling series features a five-flute geometry specifically designed for optimal performance when shoulder milling and side milling carbon, stainless steel and cast iron.
Read More
Tungaloy Expands Line of Barrel-Shaped End Mills
The new SolidMeister barrel end mills are efficient tools for complex 3D-surfacing operations used in mold making, orthopedic implants and the machining of other freeform surfaces.
Read More
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
