
Using Data to Do Better in Manufacturing
Although the Smart Manufacturing Experience 2018 event in Boston may not have provided a simple, clear definition of “smart manufacturing,” it did provide a broad experience of what smart manufacturing can be like.

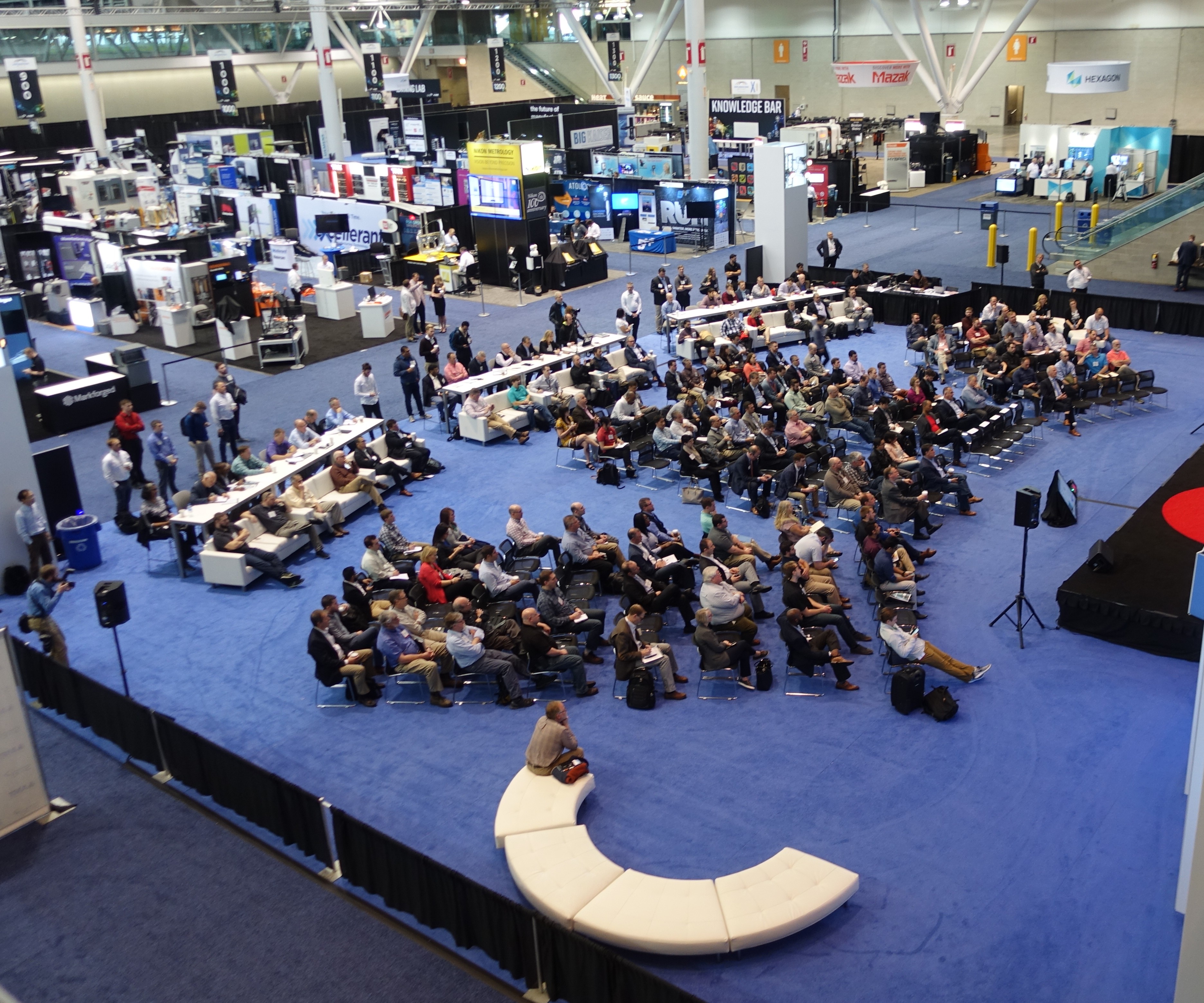
The Smart Manufacturing Experience in Boston, Massachusetts, combined a variety of experiences for attendees. Each day, keynote speakers addressed the audience in the main stage area of the exhibit hall. The exhibitors displayed products and services that embodied the concepts of digital integration discussed in the presentations. Knowledge bars and a learning lab adjacent to the exhibit areas provided more opportunities for expert testimony about the merits of digitalization in manufacturing. Extensive technical conferences in classroom settings rounded out the program.
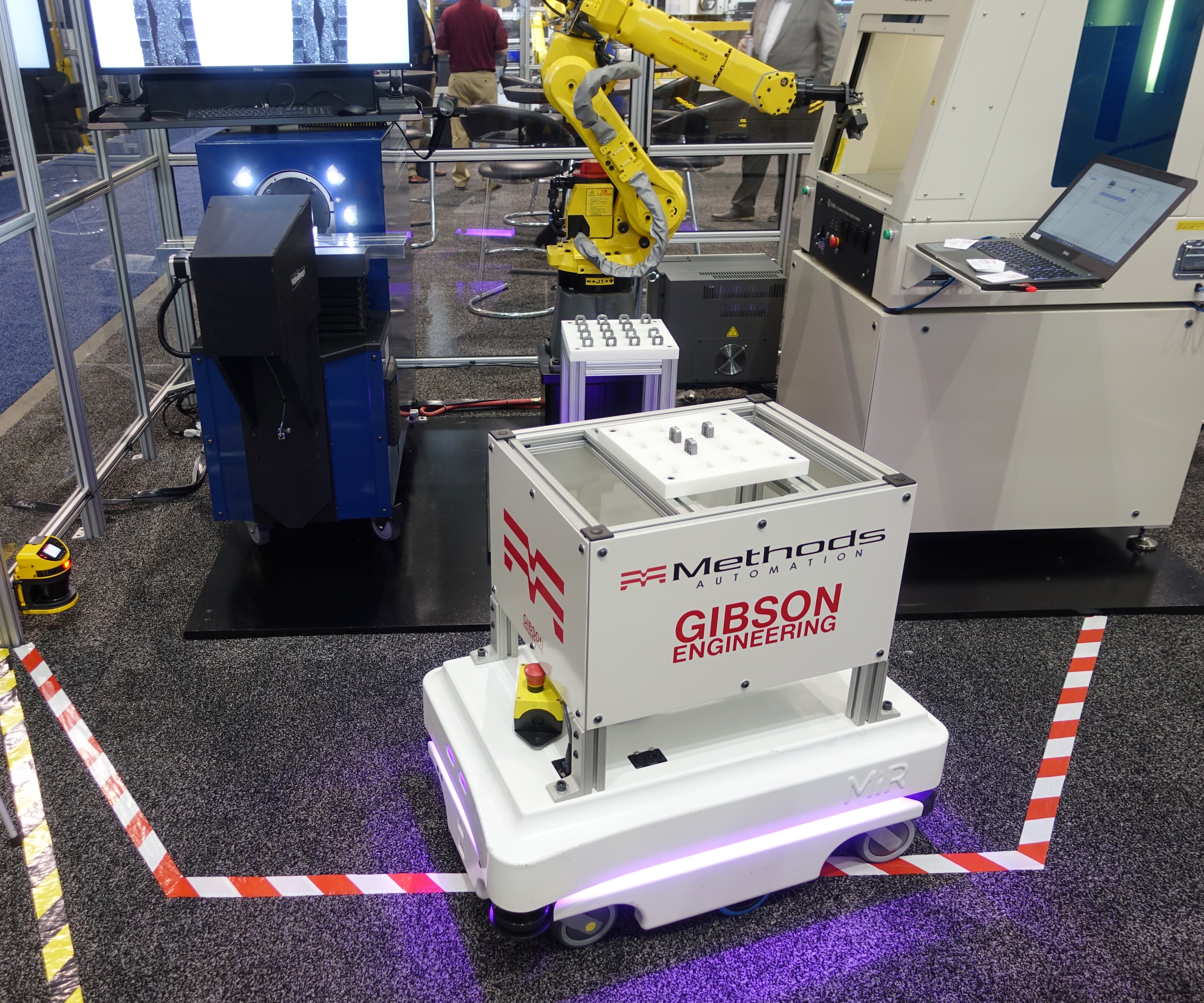
Methods Machine Tools’ micro-factory displayed a fully automated production line for titanium spinal implants. Shown here is the robotic, self-guided vehicle that carried trays of parts from station to station. In this view, the station in the background consists of an optical vision inspection system and a laser-marking machine, both served by a robot that moved parts from one process to the other after removing them from the tray. The first step in the implant production process was additively manufacturing them from titanium powder sintered in layers by a laser on a 3D printer from 3D Systems.
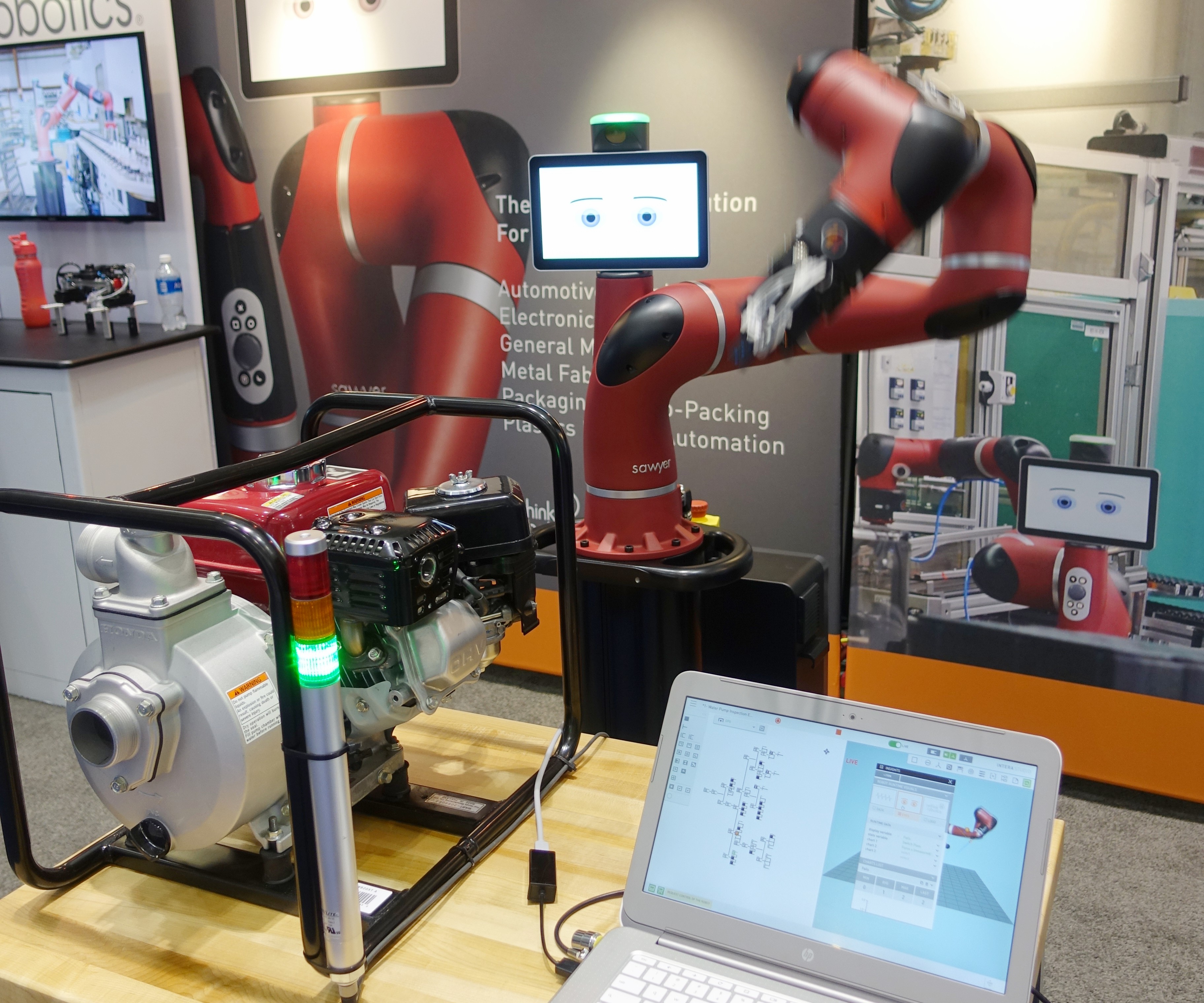
Robots were aplenty at this show, and appropriately so, because digitally integrated manufacturing leverages the flexibility and capability of robotically automated systems. Here at the Rethink Robotics booth, two collaborative robots coordinated their activities to inspect and adjust an assembly. Because these robots can function safely in the presence of human workers, the flexibility and capability of human workers is also enhanced.

At the booth of the Haas Factory Outlet division of Trident Machine Tools, automated machine tending for a Haas turning center had been installed by setting in place a self-contained unit with attached robotic arm. This form of practical automation is one of the specialties provided by APT Manufacturing.

The Robert E Morris Co. booth included this robotic loading/unloading system from Gosiger Automation to show practical, prepackaged automation for turning centers such as this one from Okuma. Integrating automation easily is a key benefit of the interoperability of digital systems.

Digital connectivity is important on many levels. For example, Big Kaiser’s EWE fine boring head communicates digital information to an app for mobile devices such as a smartphone. The app enables the user to set up the boring operation by following complete instructions on the app. Adjustments to the boring head can be made by using precise readouts from the boring head sent wirelessly for display on the screen of the mobile device.

The connectivity between this LNS bar feeder and a Mazak multitasking machine enables the combination to do “smart bar nesting” by which the sequence of three different parts produced as a kit can be adjusted automatically. For example, if two of the shortest pieces of the kit can still be produced at the end of the bar, but neither of the other two can, those two short parts will be machined before the bar is changed, thus making maximum use of available barstock.
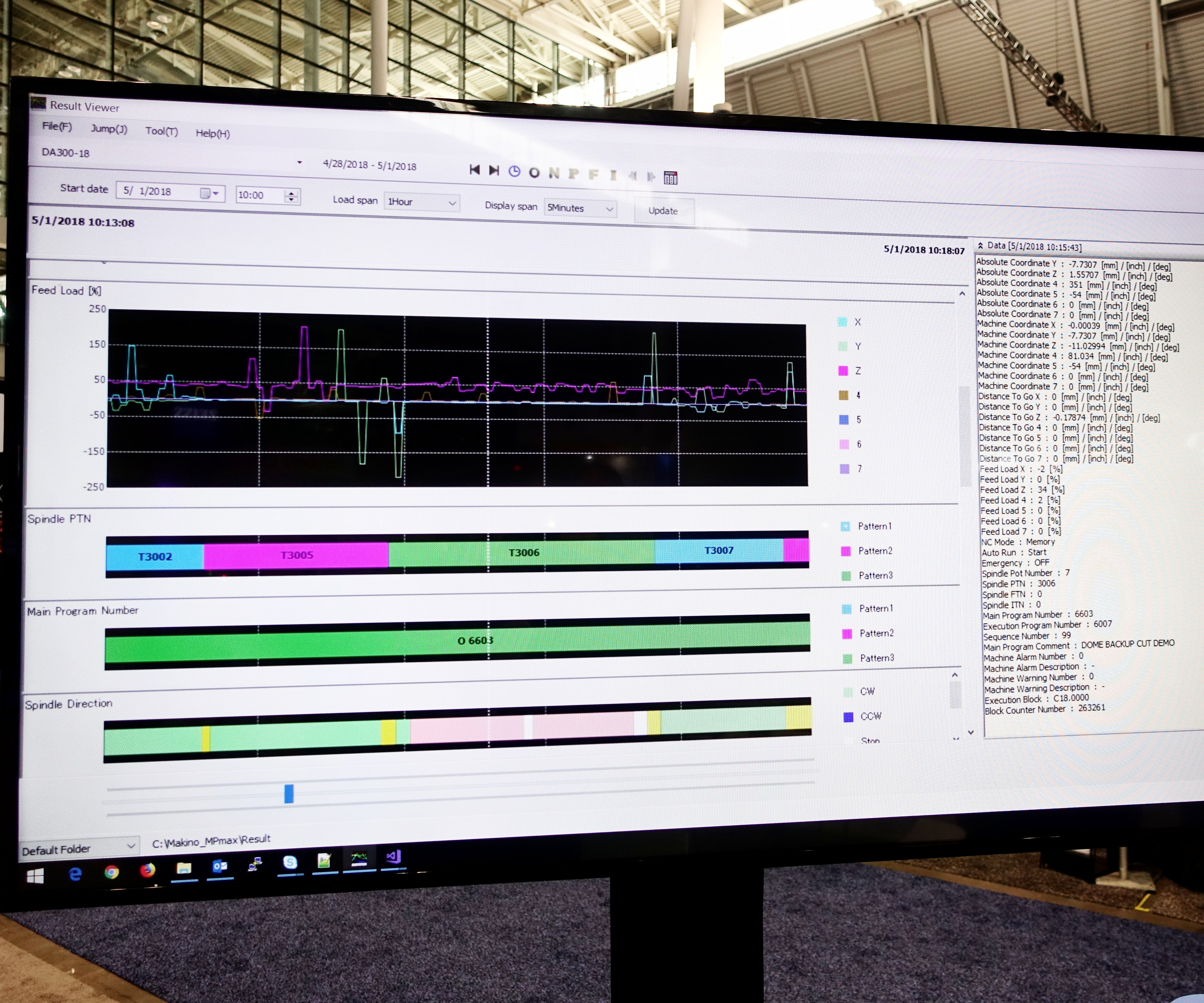
At Makino’s booth, a DA300 five-axis machining center was linked to the company’s MPmax factory visualization and machine monitoring software. The point was that even a single complex machine generates a substantial volume of critical data that must be interpreted and presented meaningfully to decision makers.
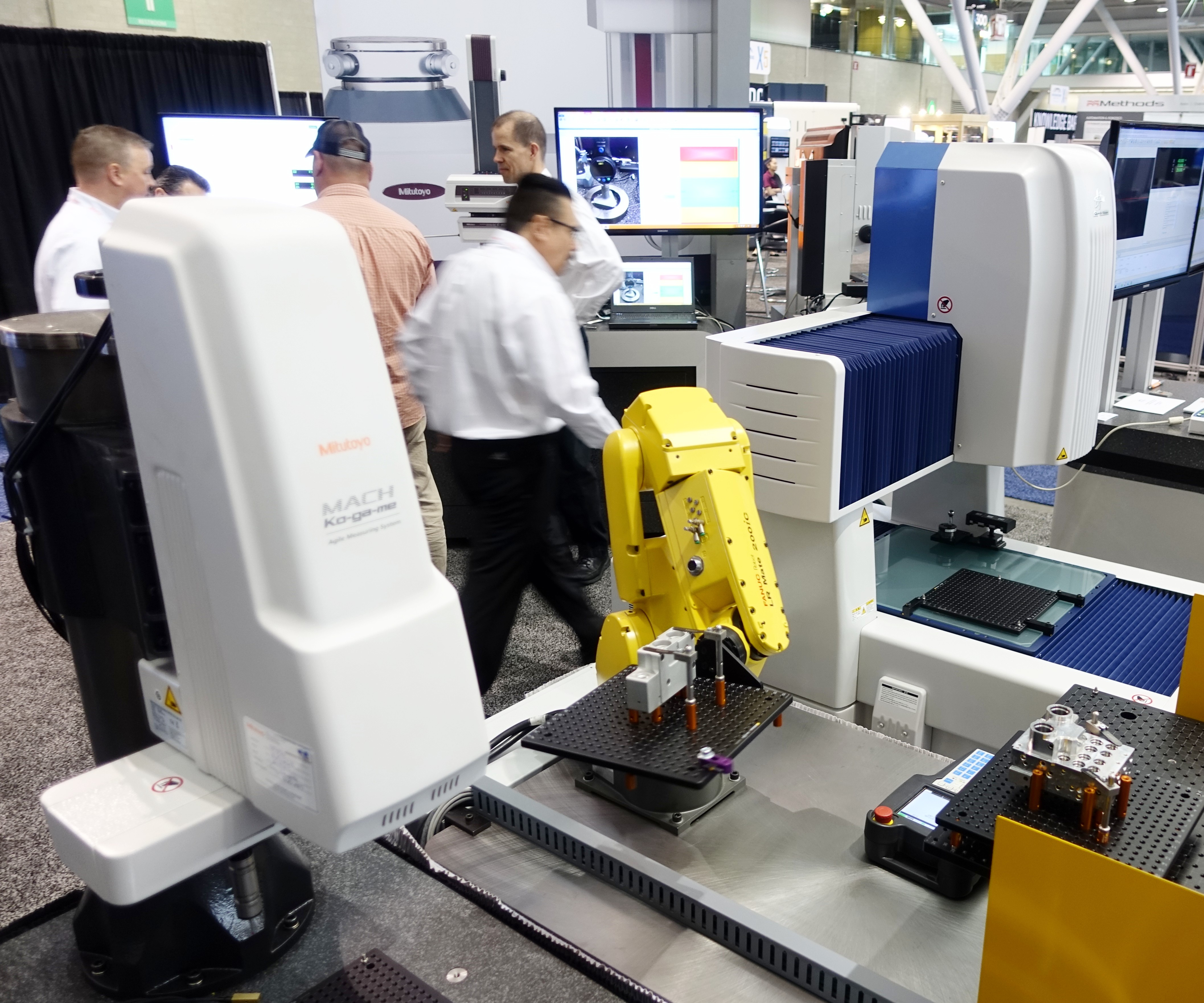
Mitutoyo made the point that metrology data either confirms that a machining process is “good to go” or provides corrective feedback in time to prevent out-of-spec parts. However, speed is the key. Whether using optical scanning or a touch-trigger probe (both types of sensors were on display), a coordinate measuring machine (CMM) must gather data efficiently and have it processed in statistical software in time to adjust a manufacturing process automatically.

It has been said figuratively that all roads lead to Rome. Perhaps it can be said just as figuratively that all manufacturing shows lead to the International Manufacturing Technology Show (IMTS). AMT— the Association For Manufacturing Technology, which sponsored the Smart Manufacturing Experience along with SME, brought the IMTS Rally Fighter to promote IMTS, which opens in September 10 in Chicago, Illinois. All the themes of digital manufacturing will be represented at this show as well.



Dozens of conference speakers, numerous exhibitors and thousands of attendees—add them together and that is about how many different definitions of “smart manufacturing” you could potentially encounter at the 2018 premier edition of the Smart Manufacturing Experience. Yet the event convincingly captured the scope and the promise of smart manufacturing, a broad concept that can be loosely characterized as “using data to do better.”
On one level, the event gave insights into how global manufacturing companies can use data to better manage their worldwide supply chains. On another level, the event gave insights into how even small job shops can use data to better manage machine setups and other basic functions. It behooves everyone in the business of making things to examine technology developments on these vastly divergent levels as well as every level in between.



This is important for two reasons. One, the technology for gathering data, keeping it secure, making it meaningful and turning it into positive action is scalable. It can be implemented in stages and added upward or downward to suit a shop’s specific needs at the time. For instance, a shop could start by installing a sensor on a spindle to detect bearing conditions. It could then collect the data in a machine-health database to catch problems before the spindle fails. Finally, it could share the data in the cloud as part of a corporate-wide or industry-wide predictive-maintenance system. Likewise, a corporation could start building an Industrial Internet of Things (IIoT) framework with provisions for remote asset monitoring (including predictive maintenance) that could result in directives to each production unit to install internet-enabled spindle sensors on every machine tool.
For a second reason, every party that has a business connection with a manufacturing company anywhere on the spectrum from the corporate boardroom level to the shopfloor level will need a data connection, some sort of smart-manufacturing interface, to maintain the relationship as these manufacturers pursue their strategies for implementing data-driven manufacturing.
Experiencing this emerging reality of using data to do better on every level was, I think, the main point and benefit of being part of this new trade event. My strategy to cover it was to concentrate on booths with machine tools on display. Of these, I’ve picked a small sample that is representative of this using-data-to-do-better theme.
Methods Machine Tool’s booth was truly a micro factory with machines for the complete production of a spinal implant, starting with a selective-laser-sintering unit from 3D Systems to build up a batch of parts from titanium powder. Finished pieces were removed from the build plate with a RoboCut wire EDM, then robotically transferred to a RoboDrill machining center for a finishing operation. Another station combined optical inspection on a Vision Gage unit and laser marking on a Vytek Compact Elite machine. A self-guided cart from Gibson Engineering carried trays of parts from station to station as the production control system commanded it. All the equipment in this production line is available from Methods.
The Robert E. Morris Co. displayed several CNC machine tools from Tsugami and Okuma being monitored by Caron Engineering (cutting tool performance) and MachineMetrics (machine-tool utilization), much like a shop might network existing machine tools. A robotic loading/unloading system from Gosiger Automation showed practical automation for turning centers. These are good examples of “next-step” technology for implementing the connected, data-driven machine shop.
At the nearby Haas Factory Outlet booth, two add-on robotic loading/unloading systems were displayed tending Haas machining centers. The Halter LoadAssistant is a self-contained unit with an attached robot arm that can be set down next to a machine and interfaced to the programmable logic controller for integration with the machining center. A second system from APT Manufacturing serves a similar function, however, it comprises a portable robot and a tool cabinet with drawers that can be accessed by the robot to load and unload workpieces. At the show, it was also announced that HaasConnect, an entry-level machine monitoring system, is now a standard feature on Haas mills and lathes with the Next Generation control. It is MTConnect compliant, so any CNC generating data in this format can be accepted.
Makino’s booth was the essence of simplicity. It consisted of a DA300 five-axis machining center and a display screen showing the company’s MPmax factory visualization and machine monitoring software. The point was that even a single complex machine generates a substantial volume of critical data that must be interpreted and presented meaningfully to decision makers. MPmax also can be used to monitor data over long machining cycle times to optimize machining processes dimensional accuracy.
The digitalization of manufacturing has been described as a new age, another industrial revolution and a sea change. Indeed, it is all this. Attendees at the Smart Manufacturing Experience were encouraged to immerse themselves in the transformative technologies it encompasses. We must do this in every way we can while keeping our heads cool and above water.











Read Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More