
Vortex Tubes Put a Cool Spin on Dry Machining
This technology offers an alternative to traditional liquid coolants by providing a clean stream of air as cold as -30°F to cool cutters and workpieces during machining.


Vortec Cold Air Guns are designed for products that cannot risk liquid coolant contaminating the product.
A vortex tube, such as the Vortec Cold Air Gun, takes compressed air and supercools it for machining processes.
The Cold Air Guns are well-suited for cooling in a variety of industrial equipment applications in addition to machining centers.



For many machining operations, liquid coolant, be it in the form of flood, high-pressure delivery, or oil- or water-based, is needed for chip evacuation and cooling the cutting tool and workpiece. However, there are some workpiece materials for which liquid coolants can create problems: plastics and composites can be contaminated, and when graphite dust mixes with liquid coolant, it can create an abrasive slurry that presents disposal issues. One alternative to conventional liquid coolants is to machine dry using a device such as the Vortec Cold Air Gun from ITW Air Management (Cincinnati, Ohio).
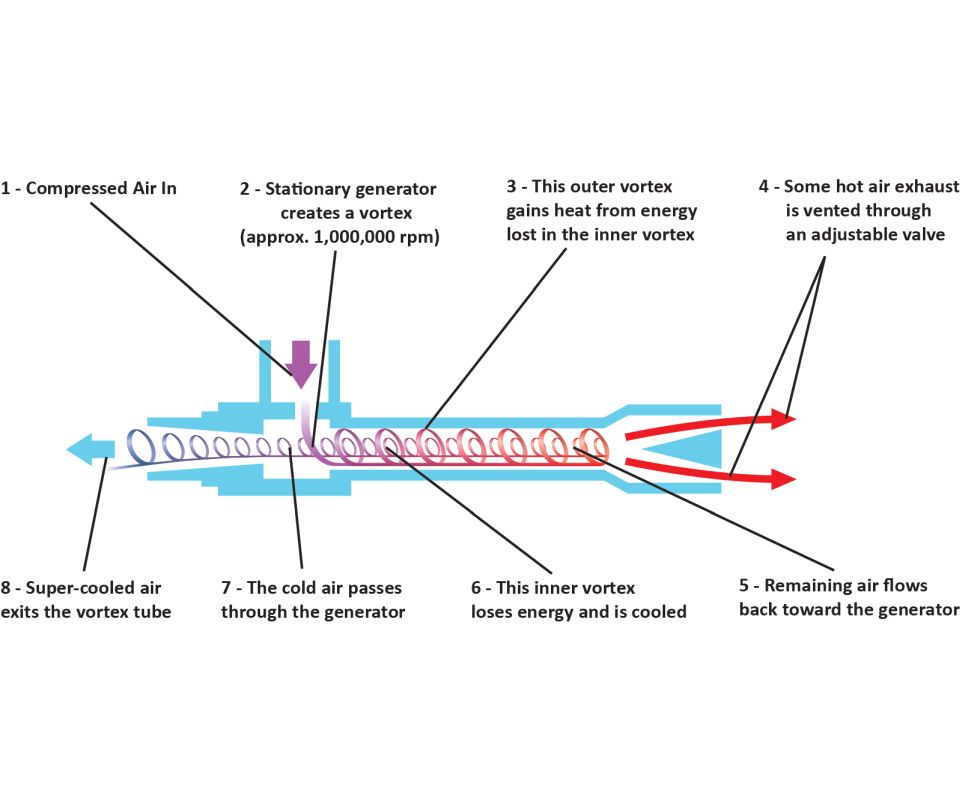
Powered solely by compressed air, this device uses vortex tube technology to direct a clean stream of supercooled air as cold as -30°F through a nozzle toward the cutter and workpiece. The compressed air is delivered through the unit’s stationary, turbine-like generator that creates a vortex of fast-spinning air. The vortex moves through the tube, turning in on itself at the end, and creating a secondary, smaller vortex that moves in the opposite direction toward the front of the tube. As this happens, the heat from the smaller vortex is transferred to the larger one, and this hotter, larger stream is exhausted out of the back of the tube. Conversely, the smaller stream, which can be as much as 100°F colder than the inlet compressed air, is delivered through a nozzle in the front of the tube.



The device mounts on a machine tool via a magnetic base that enables easy, close positioning of its flexible nozzle. In one drilling experiment, it demonstrated the ability to decrease the temperatures generated during the operation by 130°F. Vortec says this type of cooling can also extend tool life and, in the case of composite materials, prevent delamination. While the device works well for light-cutting operations in metals, ceramics, plastics, graphite and wood, it is generally not appropriate for heavy-material removal in which a good deal of heat is generated.
According to Vortec, the vortex tubes have no moving parts, which means they could very well outlast the machining centers that use them. That said, the company says shops should keep a few things in mind:
Filtering is important
Abrasive particles that enter the system via the compressed-air supply can erode the vortex generator, creating imperfections in the generator that can lower the speed of the vortex it creates and reduce its cooling capacity. To prevent this, Vortec recommends installing a 5-micron automatic drain filter in the compressed-air line. These filters are supplied with most of the Cold Air Gun models that it manufactures.
Colder isn’t always better
These devices offer adjustability of air temperature and volume. It may seem counterintuitive, but reducing the temperature of the air too much reduces the cold air flow. Because the unit’s ability to cool a workpiece is a function of both the temperature of the air and the volume of air passing over the workpiece, increasing the flow of cold air can provide more cooling than reducing the temperature. The system is typically most efficient with 30 to 40 percent of the air exhausted out of the hot end and 60 to 70 percent delivered out the cold end. Temperature and cold-flow adjustment is accomplished via a simple knob on the unit.
Appropriate supply piping is required
The Cold Air Gun calls for 100 psi of compressed air to be delivered to the device for proper operation. Vortec includes piping specifications with each device to ensure that it functions correctly. The company also suggests measuring the pressure near the point where the compressed-air line attaches to the device, because the pressure can be lower there than what it is at the compressor depending on the length and diameter of the supply piping and how many other drops there are in the line.
Vortec Cold Air Guns are designed to provide a no-mess, dry-cooling system that utilizes compressed-air resources already available in most job shops. The company sells several models for different applications, including a mini version for applications in which the standard version is too large or compressed-air flow is limited; a dual-nozzle version for cooling two spots, such as both sides of a band saw blade; and a new frost-free model for humid environments where condensation can be an issue. The company also offers solutions for cooling and pressurizing industrial enclosures in conventional and hazardous locations, in addition to other compressed-air devices, such as air knives, liquid-material-handling vacuum systems and personal air conditioners.












Related Content

STLE Opens Registration for 2024 Annual Meeting
The Society of Tribologists and Lubrication Engineers’ 2024 STLE Annual Meeting & Exhibition will take place May 19-23 at the Minneapolis Convention Center in Minneapolis, Minnesota.
Read More
Master Fluid Solutions Semisynthetic Coolant Inhibits Corrosion
Trim MicroSol 685XT is designed to provide enhanced corrosion inhibition on all ferrous and nonferrous metals.
Read More
High-Speed Videos Analyze Machining Processes in Fine Detail
Blaser Swisslube captures the machining process, chip formation and behavior of its Synergy 735 metalworking fluid through high-speed, macro photos and videos.
Read More
Rego-Fix Toolholding System Reduces Coolant Consumption
MQL PG collets are designed for machines using one-channel, internal through-spindle MQL systems.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More