
What Makes for an Effective, Production-Oriented VMC?
Extended VMC cycle times due to modest spindle performance and slow non-cutting functions can increase costs for high-volume applications. However, new VMC offerings can minimize cycle times while maximizing competitiveness for production work.
.jpg;width=70;height=70;mode=crop;format=webp)
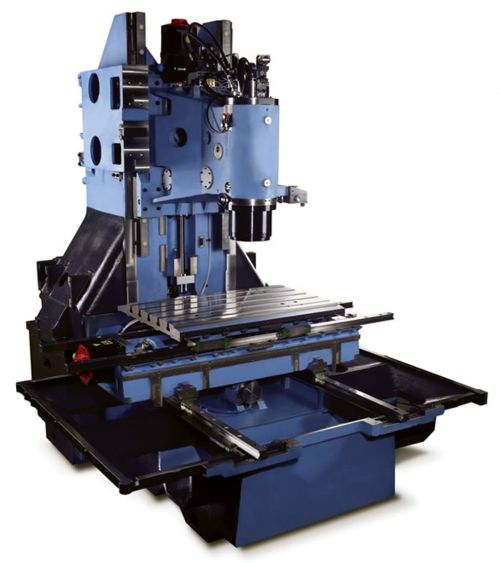
Minimizing table overhang is one way this VMC can increase rigidity and machining accuracy. Plus, its high-power spindle enables it to machine a wide range of materials.
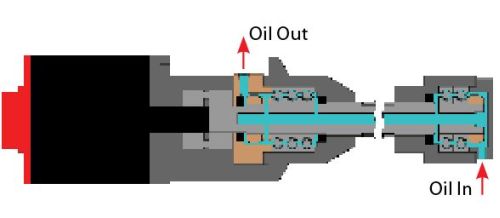
Temperature-controlled oil is circulated through the core of each ballscrew as well as the bearings, reducing thermal growth and machine warm-up time.

Multiple points of coolant delivery (including through-spindle) enable this VMC to accommodate a variety of jobs.



One additional advantage Mr. Howard notes is that as of October, Makino has a healthy inventory of PS VMCs ready for immediate delivery from its Mason, Ohio facility. This is helpful for shops that have an urgent need to quickly add capacity to meet growing customer demand.












Related Content

Positioned to Prevail: Designing Processes Around People
Stecker Machine Company shows that getting the most value from employees means valuing your employees.
Read More
In Moldmaking, Mantle Process Addresses Lead Time and Talent Pool
A new process delivered through what looks like a standard machining center promises to streamline machining of injection mold cores and cavities and even answer the declining availability of toolmakers.
Read More
Watchmaking: A Machinist’s View
Old-world craftsmanship combines with precision machining on a vertical machining center and Swiss-type lathe to produce some of the only U.S.-made mechanical wristwatch movements.
Read More
Twin Spindle Design Doubles Production of Small Parts
After experiencing process stalls in the finishing stage of production, Bryan Machine Service designed an air-powered twin spindle and indexable rotating base to effectively double its production of small parts.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More