
When Cold Forming Threads Makes Sense
Recent tap geometry refinement and advances in coating technologies have made the chip-less, cold-forming operation suitable for a wider range of workpiece materials.
.jpg;width=70;height=70;mode=crop;format=webp)




These thread-forming taps have a polygonal cross section with forming wedges that mirror the thread profile.
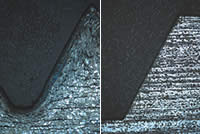
The left image shows how cold forming compresses and redirects material grain, increasing thread strength. A cut thread, shown at the right, interrupts the grain.
Shops have been cold forming internal threads for quite some time. However, recent tap geometry refinement and advances in coating technologies have made this chipless operation suitable for a wider range of workpiece materials. For example, Emuge (West Boylston, Massachusetts) has developed its Innoform line of cold-forming taps, which is available in 30 geometry and coating combinations for use with seven material groups. This cold-forming tap program is said to be the first to target such an array of individual material groups. Alan Shepherd, Emuge’s technical director who provided the background for this article, explains how cold-forming taps create internal thread profiles and suggests applications for which thread forming is particularly well-suited.
Unlike thread-cutting operations that use fluted taps, cold-forming taps do not make chips. Instead, they displace material to form the shape of the thread. The taps have a polygonal cross section with forming wedges that mirror the thread profile. Their lead taper produces the thread profile, gradually flowing material from the thread crests, along the thread flanks and into the minor diameter area. This material displacement creates the signature claw-shaped seam on the thread crest. (See animation demonstrating this thread-forming action in the Learn More box above.) Because the material is compressed and its grain is redirected, rather than cut or interrupted, strength at the thread flanks and root is increased.



Tapping via cold forming is appropriate for materials with tensile strength less than 1,200 N/mm2 and fracture strain of 5 percent. As a rule of thumb, if a continuous chip is created when drilling, then the material is likely a good candidate for cold forming the threads. However, suitable materials react to cold forming in different ways. That’s why the Innoform tap line has specific combinations of geometry and coatings to thread standard steels; soft steels; hardened steels; stainless steels; cast aluminum; wrought aluminum alloys and non-ferrous metals; and materials with limited ductility. Coatings include titanium nitride, titanium carbonitride and diamond-like amorphous carbon. Anti-friction coatings may also be used for materials such as wrought aluminum to prevent material from adhering to the tap.
Because a high amount of friction is generated during the forming process, use of oil or emulsion coolants is recommended. Minimum quantity lubrication (MQL) can also be used for certain applications. Some Innoform versions have through-tool coolant delivery to assist in threading blind holes. Others exit the through-tool coolant into longitudinal oil grooves to boost tapping speed and thread quality.
The forming taps are available in metric course-thread DIN 13 (M3 to M16) and fine-thread DIN 13 (MF8 × 1 to 16 × 1.5) sizes. The company also offers inch sizes in UNC and UNF. Regardless of the thread size, hole diameter accuracy is vital for proper thread forming. If the hole diameter is too small, workpiece material over-forms in the thread root, and the process forces will be excessive. If the hole is too large, the thread root will not form completely, and the minor diameter will be too small. Tests with custom drill diameters may have to be performed to determine the optimal drill size.












Related Content

Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read More
Form Tapping Improves Tool Life, Costs
Moving from cut tapping to form tapping for a notable application cut tooling costs at Siemens Energy and increased tool life a hundredfold.
Read More
Walter Launches New Solid Carbide Drill
The DC118 Supreme solid carbide drill provides high rigidity against deflection, superior centering accuracy and four margins with corner chamfers.
Read More
New Machining Technology Works With Old to Restore WWII Submarine
A set of donated boring bars that can be used in a 1954 boring head will enable volunteer machinists to recreate a pair of binoculars for the USS Pampanito.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More