
Which Five-Axis Machine for Mold Makers?
This Chicago-area mold shop compares tilting-spindle and tilting-table five-axis machines.
.jpg;width=70;height=70;mode=crop;format=webp)

Chicago Mold has discovered that a trunnion-type machine is the more effective five-axis design for certain types of mold workpieces. The company now relies on both tilting-spindle and tilting-table machines.

For big parts, which describes many of CME’s cores and cavities, the only practical machine tool for five-axis machining is one that keeps the part stationary while the spindle pivots around it.
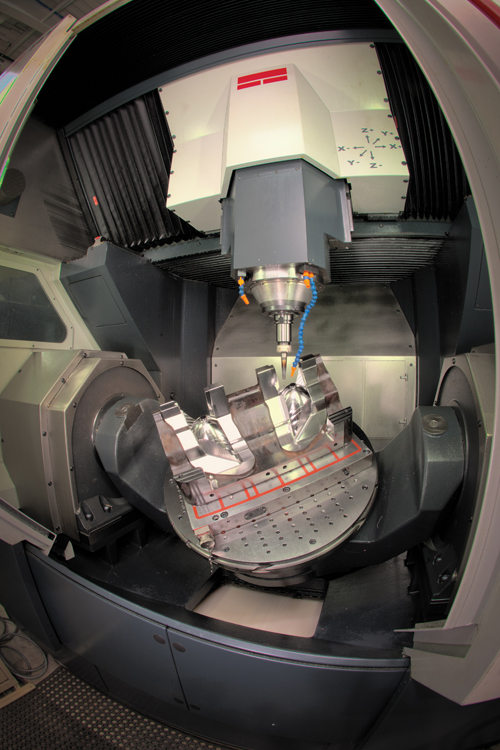
One advantage of machines that tilt the work while keeping the spindle orientation fixed is the rigidity of this design, which permits heavier milling cuts.
Today, CME staff members such as Bill Kloskowski and Jeff Oswald evaluate every job with an eye toward which type of five-axis machine would be most efficient for that part.

For cores, cavities and mold inserts, CME says conventional three-axis machines make it too difficult to find leadtime savings. Within the area of the shop where these parts are machined, the company does not expect to add another machine tool that isn’t five-axis.

The cover image of Modern Machine Shop's January 2012 issue was taken at Chicago Mold Engineering by Todd Schuett.



In late 2011, just as its second trunnion-style machine was arriving, CME started work on a five-axis job outside of mold making—a run of Inconel parts for the power-generation industry. Mr. Oswald says the shop expects to see more of this work in the future. In quoting on this job and winning it, CME discovered that its five-axis capabilities now stand out not only among mold shops, but also among shops performing five-axis machining for production.
New Online Video: Five-Axis Machining at Chicago Mold Engineering
.jpg;maxWidth=600)
|

|
“It’s not always obvious which job to cut on which machine,” says CME’s Bill Kloskowski in a new video on five-axis machining that can be seen on MMS Online. The video shows CME’s five-axis machines in action, with both tilting-spindle and tilting-table machines milling parts and moving through their full ranges of motion. Plus, CME personnel have even more to say about the advantages of five-axis machining, including the leadtime savings, the reduced need for EDM and the ability to cut with shorter tools. As Jeff Oswald says in the film, “Five-axis machining is very important to Chicago Mold”—this video illustrates why. To view it, click here.
















Related Content

How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read More
How to Reduce Cycle Times by 70% and More on Your Existing CNCs and Dramatically Improve Tool Life Too
By employing advanced high efficiency milling techniques for the entire machining routine, SolidCAM’s iMachining technology can drastically reduce cycle times while vastly improving tool life compared to traditional milling.
Read More
Grinding Wheel Safety: Respect The Maximum Speed
One potential source of serious injury in grinding comes from an oversight that is easy to make: operating the wheel in an over-speed condition.
Read More
Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More