Wireless Ballbar Speeds Medical Machine Testing
The QC20-W wireless ballbar from Renishaw enables this precision-machined medical device manufacturer to perform faster, more convenient CNC machine capability tests and produce a representative measurement of volumetric positioning accuracy.
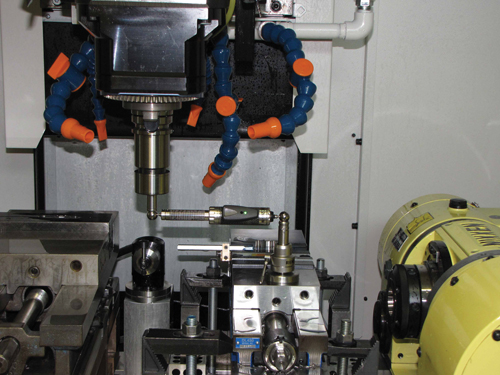
The new Renishaw ballbar design is capable of testing in three orthogonal planes through a single reference point in one 15-minute setup. Accompanying software produces a representative measurement of volumetric positioning accuracy. The wireless device is also easy to maneuver in tight interior spaces.
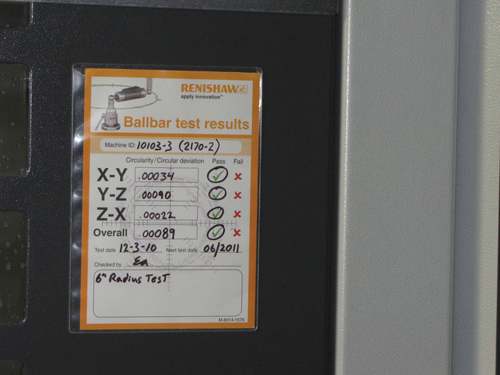
In addition to enabling Nemcomed to test for servo mismatch, stick-slip errors, backlash, repeatability, scale mismatch and machine geometry, the wireless ballbar provides an overall circularity error value.
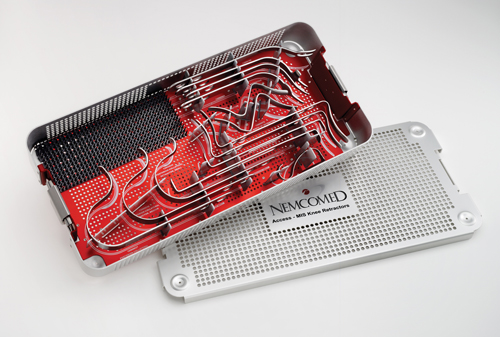
Many of the 1,000 different parts manufactured at Nemcomed have complex curved or spherical features.

Some of the company's parts are its own patented technologies. One example is the Flex-Shaft, an instrument used in surgical screwdrivers, taps and drills.
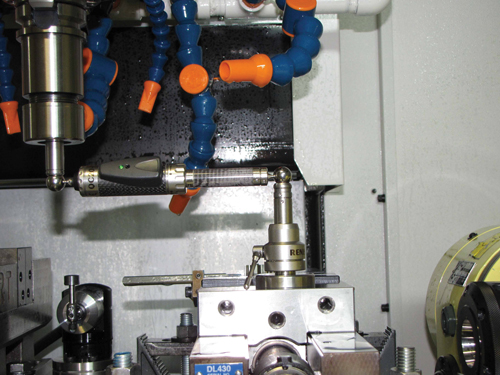
Nemcomed uses small machines to produce medical implants and instruments, and the wireless aspect of the QC20-W makes it easier to maneuver in tight interior spaces.



total setup time of about 1.5 hours. In contrast, the new model requires just one setup for testing in all three planes. Now, total setup time is less than 15 minutes. “More importantly, it doesn’t disturb our production setup, so we don’t have to reset the machine when we go back to production mode,” he adds. “We remove the ballbar, insert a tool and get back to making parts in minutes.”












Related Content

Determining Out-of-Roundness at the Point of Manufacture
George Schuetz, Mahr Inc.’s Director of Precision Gages, offers these techniques for measuring roundness on the shop floor.
Read More
Ballbar Testing Benefits Low-Volume Manufacturing
Thanks to ballbar testing with a Renishaw QC20-W, the Autodesk Technology Centers now have more confidence in their machine tools.
Read More
5 Things CNC Operators Must Know About Sizing Adjustments
For CNC operators, sizing adjustment is an essential skill. Keep these points in mind when training new CNC users.
Read More
Building an Automation Solution From the Ground Up
IMTS 2022 provides visitors the opportunity to meet with product experts to design automation solutions from scratch.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More