
Workholding Cuts Setup Time for Cylindrical Gears
A new generation of modular, quick-change workholding systems requiring fewer tools, less time and minimal operator experience has arrived.

The operator installs a new Quik-Flex Plus module onto the common workholding interface.

The internal cam locking mechanism centers and secures the module.

The installation is completed with a twist of the activation handle.

Once a gear or pinion blank is loaded, the operator initiates a new cycle with the press of a button.
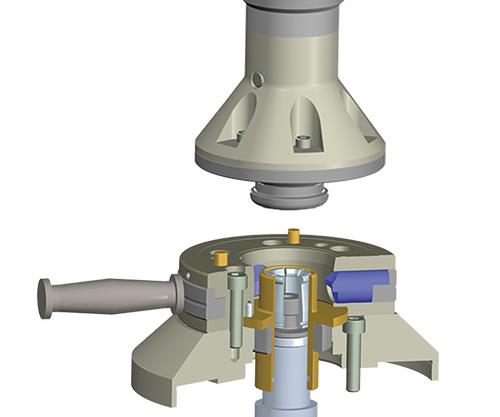
This diagram provides a glimpse of the design of the Quik-Flex Plus. Visible are the base unit, activation handle and collet module.



In recent years, gear manufacturers have made enormous strides in reducing cycle times with highly productive new machine and cutting tool technologies. But for Gleason, taking cost out of the gear production process doesn’t end there.
We’ve long believed that workholding is as important as any other manufacturing component. This has never been more true than in today’s just-in-time manufacturing environment. In the past, a volume manufacturer might have purchased a machine dedicated to producing just a single part number throughout its life. Part change-over requirements were infrequent, if not altogether nonexistent. But today, many manufacturers are meeting fast-changing customer demand and marketplace conditions with production of much smaller batch sizes, requiring more frequent part change-over. Setting up a machine to run a new part number quickly, easily and with greater repeatability isn’t a once- or twice-a-year thing. It’s likely happening several times a day.



Time Is Money
Preparing a traditional workholding assembly for the production of a new part can typically take anywhere from 20 to 30 minutes and requires a high level of operator expertise. First, the machine operator must remove the existing tooling from the spindle piece by piece, bolt by bolt, all while leaning awkwardly into the work envelope and making sure not to drop slippery wrenches and fasteners. Then, with installation of the new assembly, the process gets even slower, more tedious and more operator-intensive. All the components of the new assembly must of course be perfectly clean and properly lubricated. Even minimal dirt or residual swarf can ultimately cause unacceptable runout in the arbor. Improper lubrication can lead to fretting corrosion, and the potential for parts to seize up and/or fail catastrophically. Most importantly, the operator must be well-versed in the steps needed to ensure that standard workholding accuracies and repeatability are met—typically ±0.005 mm (0.0002 inch) total indicator reading.
The arbor body, collet, expander and backing all must be checked and “trued” as they’re assembled, using indicator gages. Precise torque specifications must also be observed when tightening arbor body bolts and other fasteners. Repeat this process two or three times over the course of the average workday, and a manufacturer can lose an hour or two of precious spindle time, and hundreds, perhaps thousands of dollars in productivity each and every week.
Manual to Modular
New technology can take most of the variables—time, experience, accuracy—out of the change-over process. In recent years Gleason has developed modular workholding systems that reduce system complexity and, concurrently, most of the time and operator experience required for assembling traditional workholding systems. The best recent example is our Quik-Flex Plus workholding system for machines producing cylindrical gears that range in size from very small, fine pitch gears to those with diameters as large as 600 mm. Quik-Flex Plus is an improved version of the Quik-Flex system now in use globally on both Gleason and non-Gleason machines. With Quik-Flex Plus, it is possible for even a novice machine operator to change over the workholding from one part type to another in less than one minute. Here’s how it works:
One of three standard base units (small, medium or large) is mounted to the machine’s spindle during a one-time installation. It’s easily trued to zero axial and radial runout and permanently locked in place with torque mounting bolts, essentially making it part of the spindle. The base unit is designed both for compactness and to exceed the stiffness requirements for operations that exert significant machining forces, such as deburring and chamfering. This strategy is in recognition of the increasingly common practice of integrating these processes into a single machine performing multiple operations. While the base units are designed for Gleason machine spindle specifications, intermediate plates are available that can match the different bolt patterns found on other spindles. These plates, along with some potential minor modifications to accommodate different draw rod heights and/or stroke lengths, enable the Quik-Flex Plus to be applied to a range of cylindrical gear production machines.
The operator next installs the only other component required—a part-specific collet module, either expanding (typically for gear bore applications) or contracting (for pinion shaft applications. The operator simply lowers it onto the base unit, fitting the module’s retention knob over the base unit’s gripper fingers, and rotating the module just enough so that three internal clamp lugs in the base unit are aligned. Finally, the installation is completed by turning the removable activation handle clockwise, which causes internal clamp lugs in the base to engage with the module’s retention knob, pulling the module down and precisely centering it with the taper built into the tooling. The gripper fingers pull down to securely lock the module in place and the handle (spring-activated to prevent the handle from being inadvertently left in the machine) is removed. A gear or pinion blank (or line gage) is hand loaded, and then chucked/de-chucked to fully seat the module. The entire process can take as little as 30 seconds.
Because of the widespread use of its predecessor, Quik-Flex Plus has been designed to make it simple and economical for current Quik-Flex users to continue to use their existing modules. A simple adapter base, available in three sizes, can be retrofit to an existing module, thus enabling the module to fit onto a new Quik-Flex Plus base.
















Related Content

Medical Shop Performs Lights-Out Production in Five-Axes
Moving to five-axis machining enabled this shop to dramatically reduce setup time and increase lights-out capacity, but success relied on the right combination of workholding and automation.
Read More
A Case for Combining Workholding with Optical Scanning
Automotive dies and die inserts are often complex, one-off parts with little room for error. Integrity Tool's investments in modular workholding tools and 3D optical scanning have allowed the company to create niche capabilities for its CNC machined parts.
Read More
Modern Bar Feeds Bring New Life to Automatic Swiss Lathes
Cam-actuated Swiss lathes are still the fastest way to process many parts. By adding modern bar feeders, this shop has dramatically improved their utilization with the ability to work unattended, even in a lights-out environment.
Read More
Moving To Magnets Doubles Productivity
Moving from hydraulic to magnetic fixtures enabled this shop to reduce setup time, improve rigidity and eliminate manual operations. As a result, productivity doubled.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More