
.jpg;width=70;height=70;mode=crop;format=webp)
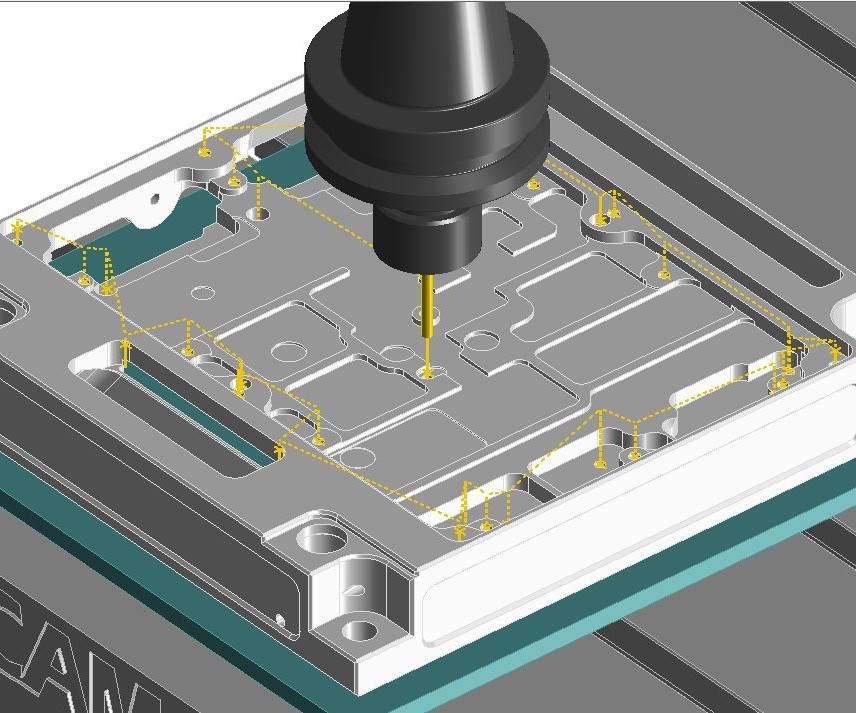
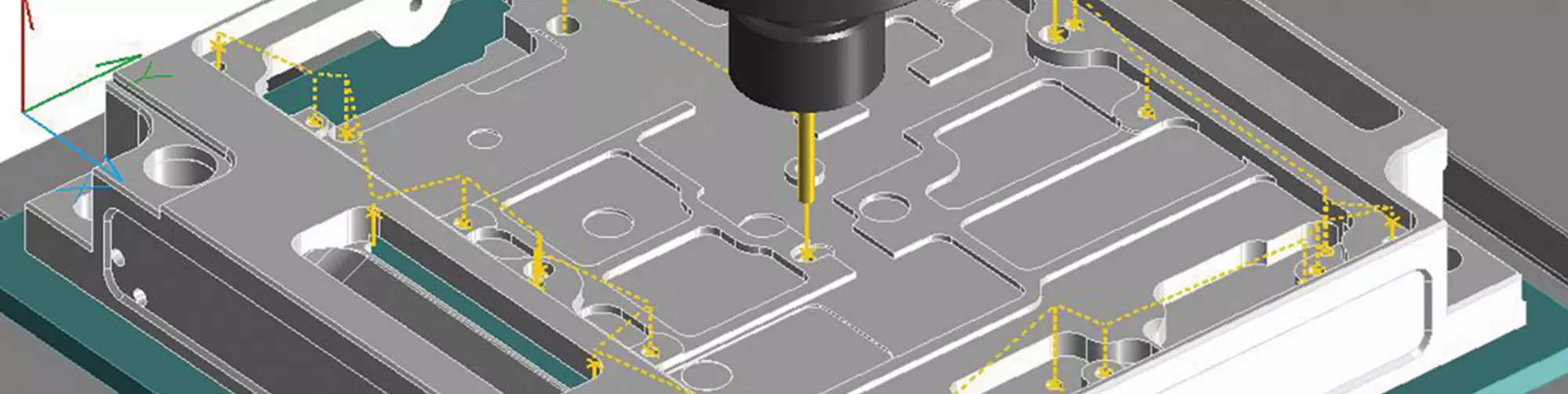
Here is a part for which predicted cycle time might differ significantly from the actual machining time. The shorter rapid moves won’t allow the machine to reach its full rapid rate, so the true acceleration of the machine axes will heavily influence the run time of this part.
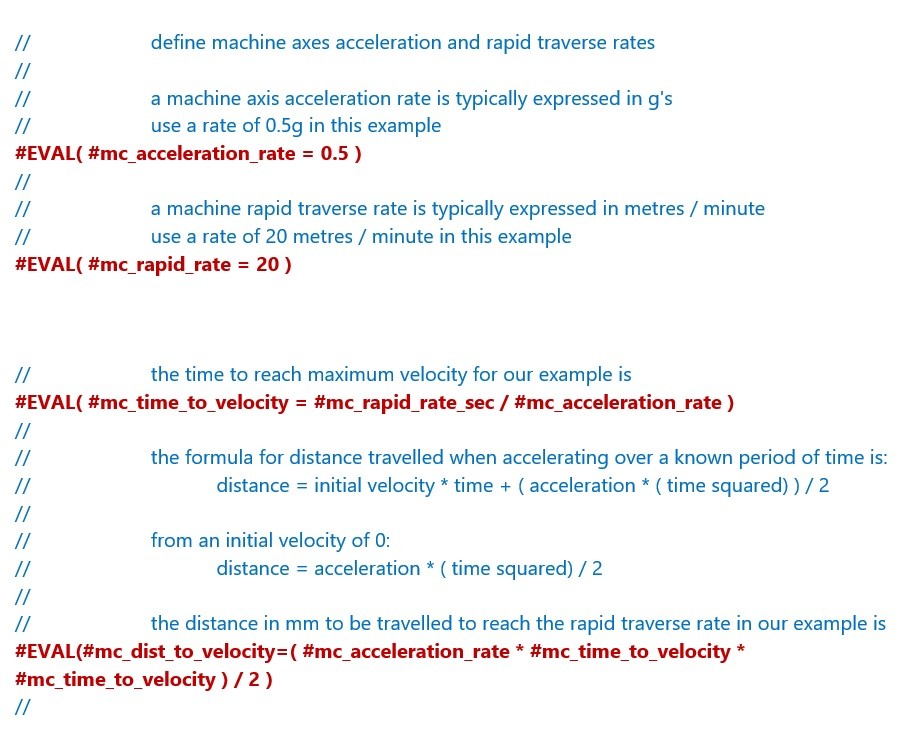
An example of a stretch of postpocessor code evaluating time and distance to reach full rapid rate. Code such as this could include conditional statements applying different acceleration for different axes, or applying fudge factors for particular toolpath contexts the shop understands well.



If a machining process is fast, but its speed is not predictable, then is that speed efficient? The predictability of a process is arguably even more valuable than its productivity, in no small part because predictability allows for accurate costing and precise allocation of capacity. And the point at which this predictability is realized is—ideally—during programming.
However, many shops distrust what their CAM software tells them regarding the predicted run time of a job. Many have learned that the software’s predicted cycle time and the actual time on the machine might differ greatly.



SmartCAM is no different in terms of its out-of-the-box cycle time estimate, says Terry Antrobus, international business director for this particular CAM software. There are physical realities of machining, notably variations from machine to machine, that stand in the way of any CAM software offering a cycle time estimate that is precise to an individual machine or job. However, SmartCAM is distinct in that it was developed to be highly customizable, he notes. Its postprocessor (or “code generator” in this company’s terminology) follows logic that is accessible and revisable by the software user and he says he has been seeing users increasingly apply this access to refine the cycle time estimates according to user-defined logic with the aim of getting more accurate cycle-time predictions.
“Cycle times are important because of the direct effect on cost, whether for quoting purposes, improving the process by trimming unnecessary tool paths, or speeding up some of the necessary ones,” he says.
Why are CAM cycle time estimates inaccurate? Machine acceleration is one significant reason. The published rapid traverse rate for a machine is an ideal that many machining cycles fail to achieve. In a peck drilling cycle involving hundreds of holes, one SmartCAM user seeking to learn the program’s actual rapid rate timed the machining, calculating an actual average rapid traverse rate of 2 m/min. The machine’s nominal rate was 10 m/min. The acceleration/deceleration rates determining the difference between these two values are not always known, particularly in the case of older machines, and they may vary in practice for different axes or different workpiece weights.
Meanwhile, on higher-speed machines, spindle ramp-up/ramp-down time is a factor similarly affecting the real cycle time, Mr. Antrobus says. Tool change time is another such factor. The tool carousel has an acceleration of its own and the machine is affected by its own acceleration in returning the tool to the toolchanger arm. This adds another source of variability to the real-world cycle time.
CAM software often provides the option for including acc/dec values in cycle times estimates and might also include the option to apply a fudge factor to these estimates, Mr. Antrobus says. SmartCAM carries this farther by allowing the users to write conditional statements into the postprocessor logic that apply different acc/dec rates and/or different fudge factors to different types of cuts. For example, if an arc machining pass is consistently slower than expected on a given machine, conditional statements can achieve different, more accurate cycle time estimates for those portions of every cut.
Of course, learning where these refinements are needed requires an investment in itself. “But if cycle time is critical, then it is worth spending some time to get it as accurate as possible,” he says. One shop he knows that lacked acceleration data on its machines ran cuts of known length with a stopwatch to measure and determine these values. A similarly valuable approach is to apply the stopwatch to every machining cycle, searching for the jobs showing an actual cycle time departing from the predicted cycle time by a significant margin. These jobs can then be diagnosed to determine which parts of the cutting played out in significantly more or less time (likely more) than what was predicted.
An investment such as this is increasingly worth making, he says. Competitive pressures or mandated cost reductions from OEMs push profit margins tighter, making it all the more important for the shop to know its machining requirements precisely. Meanwhile, in addition to the important matter of the shop running profitably, Mr. Antrobus points to these advantages also to be won from more accurate CAM predictions:
• Competitive quoting. Accurate cycle time estimates can reduce the shop’s “safety factor” in its quoting, resulting in more competitive bids.
• Capacity utilization. A similar safety factor might apply to scheduling. More accurate cycle time predictions mean more precise scheduling, which might in turn mean more parts per day scheduled on existing equipment.
• Managing expensive tools. High-end cutting tools capable of aggressively machining hard metals might be short-lived. Knowing the cycle time precisely might be the difference between trusting one tool to perform the cut versus the added cost of changing to a second tool in mid-cycle for safety.
• Process analysis. In cases when either of two different processing strategies might make sense for machining the part, cycle time estimates for the options might not help the evaluation if there is high uncertainly around those estimates. Precise time predictions offer a way to identify the best method.
• Unattended production. Running lights-out in many shops means completing a given machining cycle within the six to eight hours when no one is in the shop, before the first shift arrives in need of the machine. If cycle time prediction is accurate, then this machining cycle can be precisely fitted to the available time. A very long program could be broken into multiple programs so that just the right amount of the job can be done within the available lights-out window.












Related Content

How to Grow the Business with Real-Time Job Status Data
ERP systems that focus on making data more accessible can improve communication within a shop, reducing wasteful errors and improving capacity.
Read More
Give Job Shop Digitalization a Customer Focus
Implementing the integrated digital technologies and automation that enhance the customer's experience should be a priority for job shops and contract manufacturers.
Read More
How this Job Shop Grew Capacity Without Expanding Footprint
This shop relies on digital solutions to grow their manufacturing business. With this approach, W.A. Pfeiffer has achieved seamless end-to-end connectivity, shorter lead times and increased throughput.
Read More
Finally, A Comprehensive Software Solution Designed for Small Job Shops
Zel X from Siemens is an integrated software application that consolidates collaboration, design, manufacturing, and operations into a comprehensive, easy-to-use solution. From RFQ to delivery, it’s a more efficient way to handle quotes, manage jobs, make parts, and collaborate with teams of all sizes.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More