
Stop Settling for Borderline Quality in Your Shop
Even when there are no actual part defects that create scrap or rework, addressing borderline quality is important to reducing waste in any machine shop.



Our company recognizes that a key to our success as a supplier of precision medical and aerospace components is the ability to provide machinists with accurate and timely metrology data. Our low- and medium-volume production orders require many setups and measuring of various part geometries. In order for us to compete with lower-cost competitors, our machinists must operate multiple machine tools at once. This means the machinist must concurrently inspect different parts and control tool changes and offsets on multiple machines. A lean metrology approach requires the use of advanced measurement instruments located nearby, along with sophisticated statistical process control (SPC) and connectivity. Establishing and maintaining robust processes not only reduces scrap and rework, but also lessens many other more subtle but costly wastes.
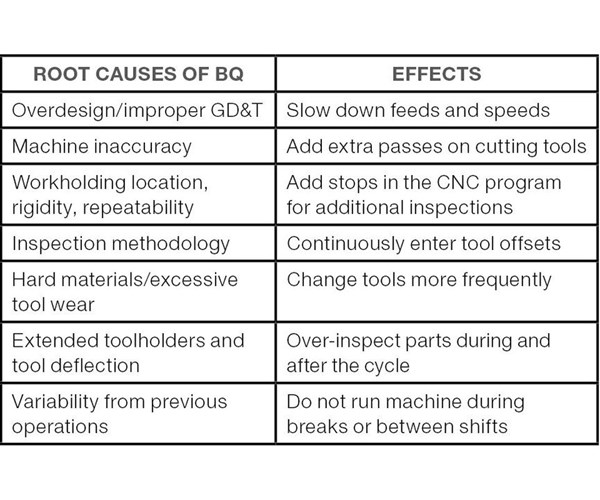
Our “lean champions,” like other lean practitioners, teach the various types of waste within organizations: defects, overproduction, waiting, not utilizing employee talent, transportation, inventory, motion and excess processing, to name a few. I submit that there are two additional wastes that need to be addressed: “overdesign” and “borderline quality.” Here, I will focus on borderline quality.



BQ does not refer to defects, nor to the secondary or tertiary effects generated by defects. BQ drives other non-value-added wastes, such as overprocessing and motion, but it also is a waste in and of itself, similar to the relationship between overproduction and inventory.
Many machining operations involve dozens of dimensions that must be measured, adjusted and held to a print or process tolerance. Not all of those component dimensions are considered critical to quality (CTQ), but because a feature is not CTQ does not mean that it does not have to be held within the tolerance band. Any feature not within tolerance may result in scrap or rework. It also may result in a failure for the end customer.
It is not practical to sacrifice an expensive part to scrap while dialing in tooling and fixturing during a setup. If a component has three distinct machining operations, you would lose three pieces or more to scrap. It also is not desirable to sacrifice components during the run portion of the operation due to tool wear.
When the machinist is producing components that are close to being out of tolerance or were previously out of tolerance, his behavior and productivity significantly change. He must perform non-value-added activities, thereby adding considerable time to the job. He cannot run a second machine nor get ready for his next job. Although there is no defect to record, productivity and throughput are reduced by as much as 50 percent.
How do you identify borderline quality when there are no actual defects that create scrap or rework? Use productivity metrics that record the low output, and make sure operations management is aware of the issue. Our company tracks cell output through gemba boards, OEE practices, or various utilization and efficiency measurements, depending on the type of machining.
How do you fix BQ? This is likely the toughest challenge facing today’s modern machining shops. The first step is to ensure you have an inspection method that is repeatable and contains the means necessary to diagnose and improve the process. We continue to increase capital spent on metrology along with the number of kaizen events focused on optimizing quality at the source. The intent is to always recognize the BQ scenario when a machining operation is originally created. Resolving the problem is normally a joint effort by the CNC programmer, machinists, manufacturing engineer and inspector, who must overcome these problems, validate the program, document the setup and tooling, nail down the in-process inspection to correlate outputs and inputs, create toolchange frequencies, and so on. This team generally needs accurate machine tools, effective software and quality accessories, as well as precision-inspection methodologies and motivated technical talent at all levels, including night shifts.
Much of the simpler, higher-volume manufacturing has moved to low-cost regions. This means shops like ours are competing for complex, lower-volume components and processing new parts daily. This requires creating new programs and operations at least several times a week. Problem-solving and robust processes with high process capability need to be core competencies.
In addition to serving as vice president of global lean manufacturing at Tecomet Inc. (tecomet.com), Patrick Tarvin is the author of the book “Leadership and Managment of Machining.”












Read Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More