
Cutting Edge Control Speeds Cross-Hole Deburring
As opposed to springs or other mechanical means of driving tool inserts into hole intersections, leveraging pneumatic or hydraulic pressure provides a means of process control beyond feed and speed adjustments.

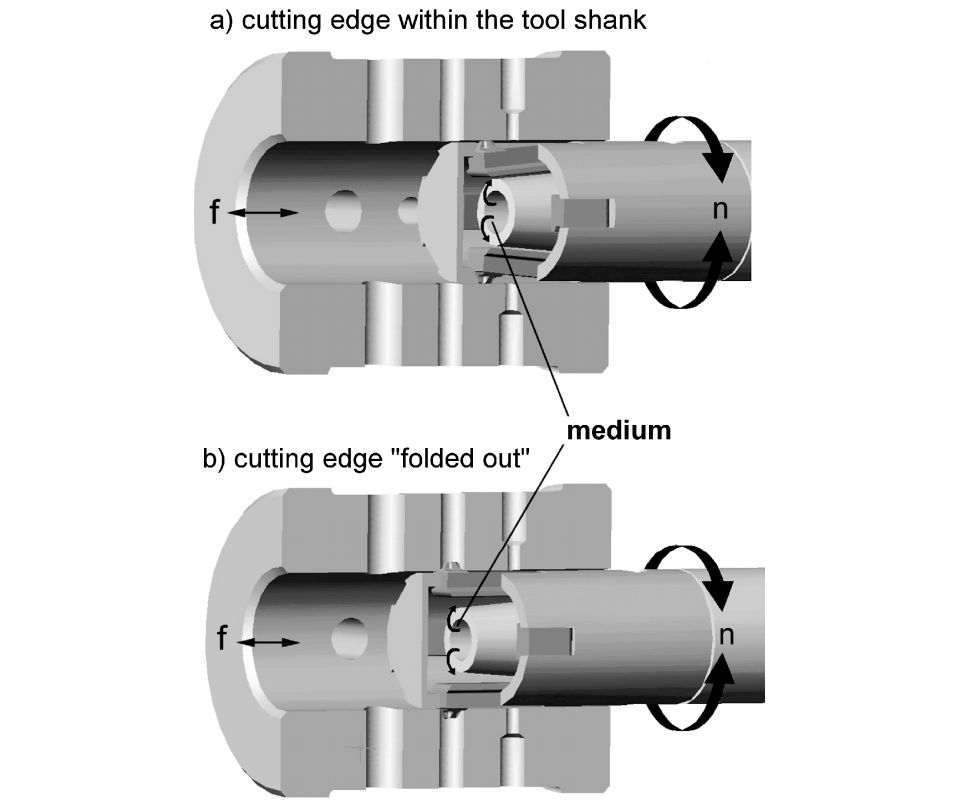
Unlike the other four tested models, Dr. Beier-Entgrattechnik tools drive cutting inserts outward from the shank via air or fluid pressure.

Hydraulic and pneumatic cross-hole deburring tools are available in various sizes. With a tool measuring 10 mm in diameter, the company recommends speeds of approximately 1,000 rpm. Slower speeds are recommended for smaller diameters, with the exception of the smallest holes (on the order of 1 mm in diameter), which call for 800 to 1,000 rpm.
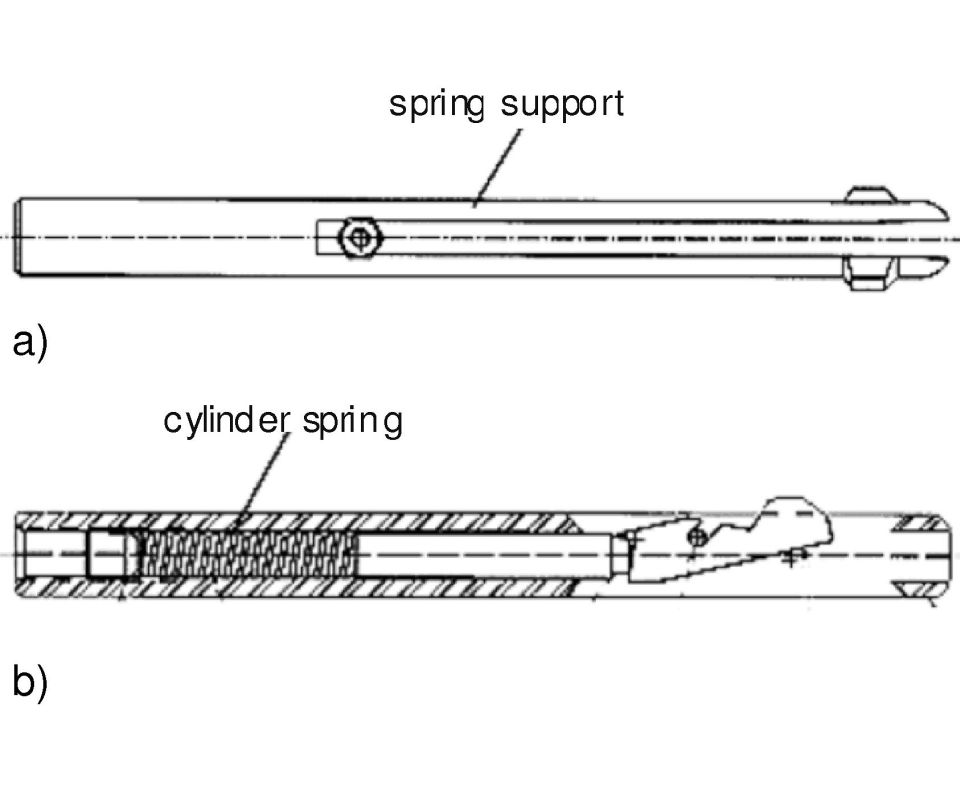
Other tested models using springs and various mechanical means of support proved limited in terms of the users’ control over the force and timing of the insert’s projection from the tool shank.
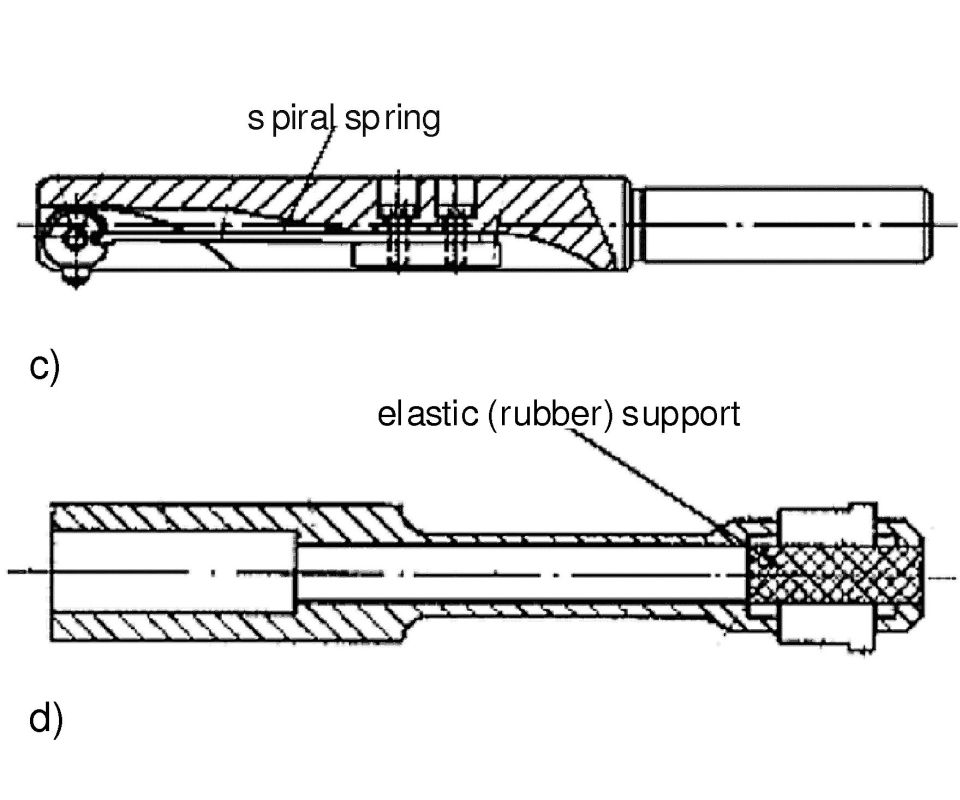
This illustration shows two more mechanically-driven models tested against a Dr. Beier-Entgrattechnik pneumatic tool.
Here are the test results for spring-driven tools. (Types A, B and C in the “deburring tool” field correspond to labels of tested tools in the previous images).
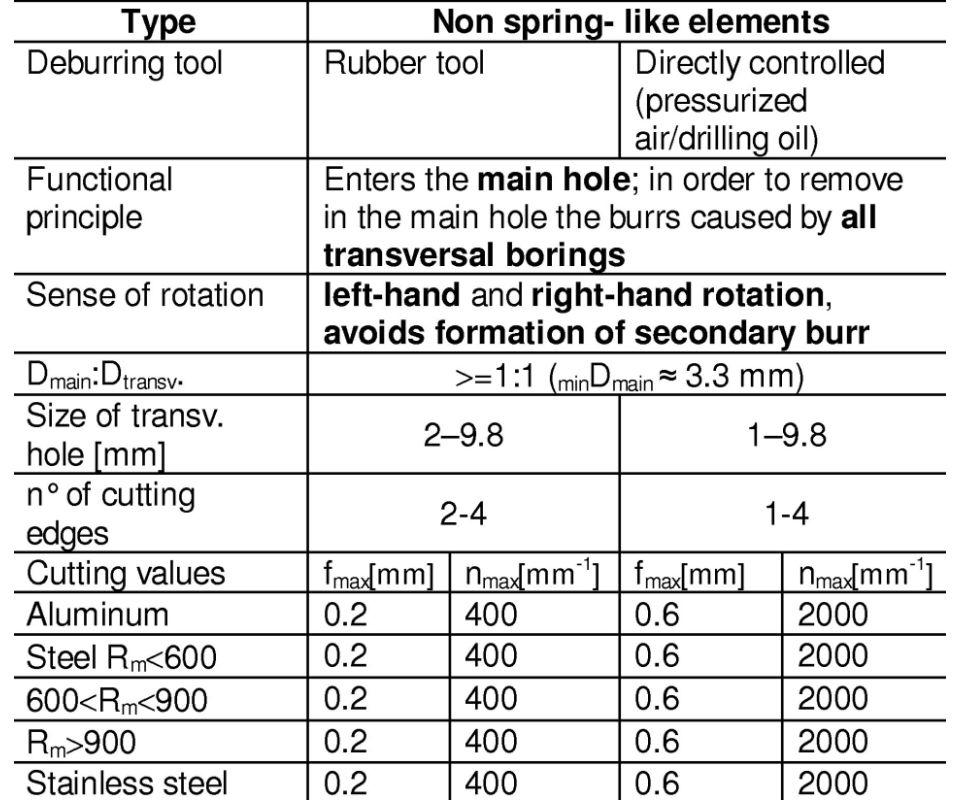
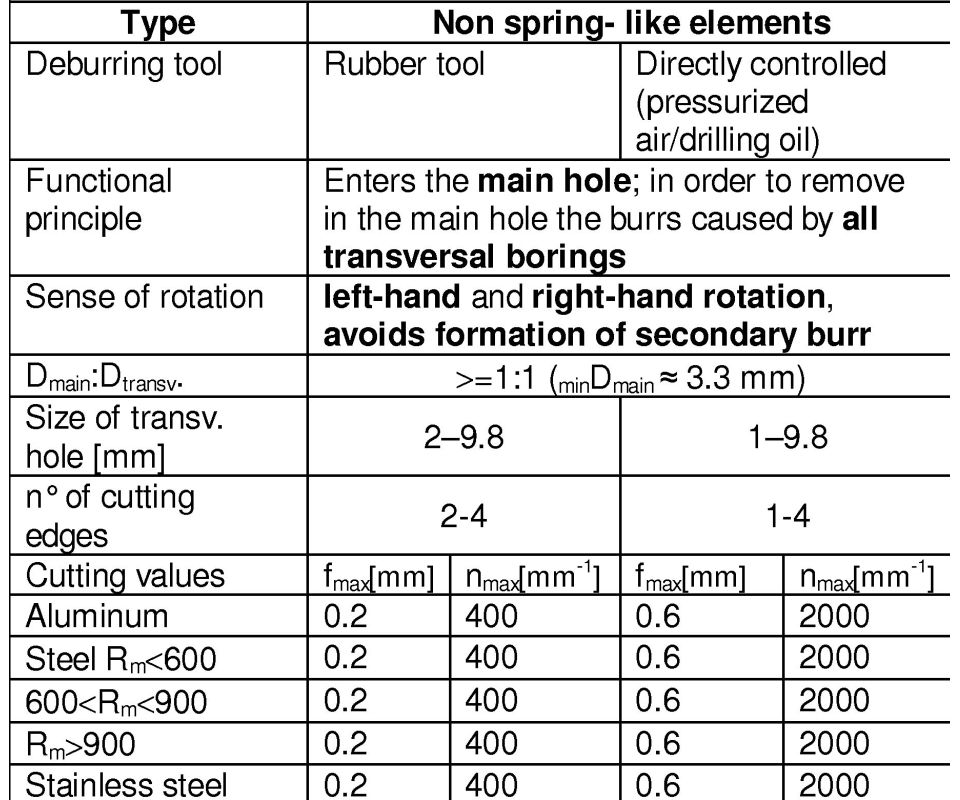
Here are test results for tools driven by non-spring elements. The tool using a rubber support operates similarly to Dr. Beier-Entgrattechnik’s hydraulic and pneumatic models. However, cutting-edge control is limited to feeds and speeds.
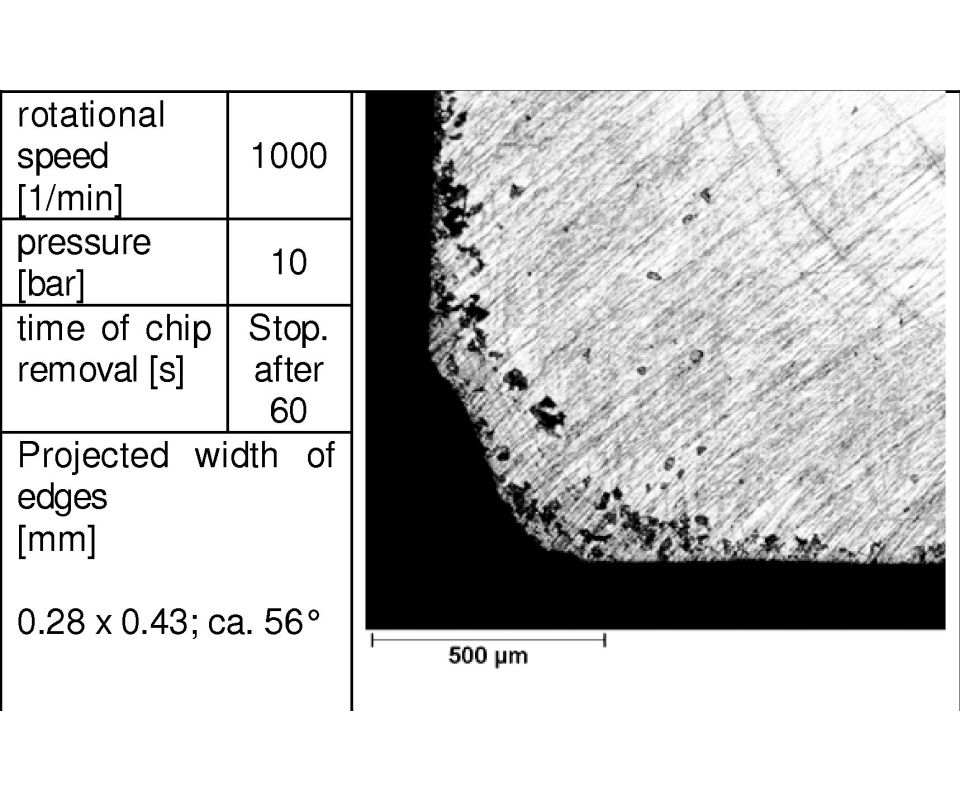
Even without axial feed, it is possible to produce a chamfer-like shape. This example was machined in 304 stainless.
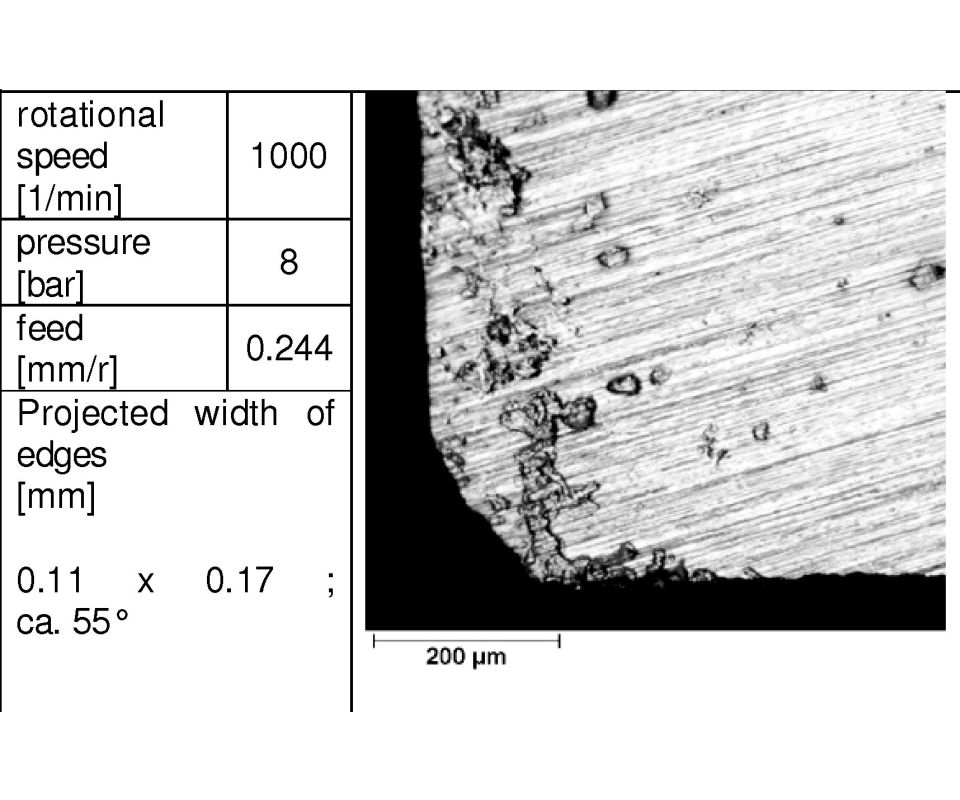
This chart takes a look at the results of driving the company’s tools with axial feed in 304 stainless steel at 1,000 rpm.
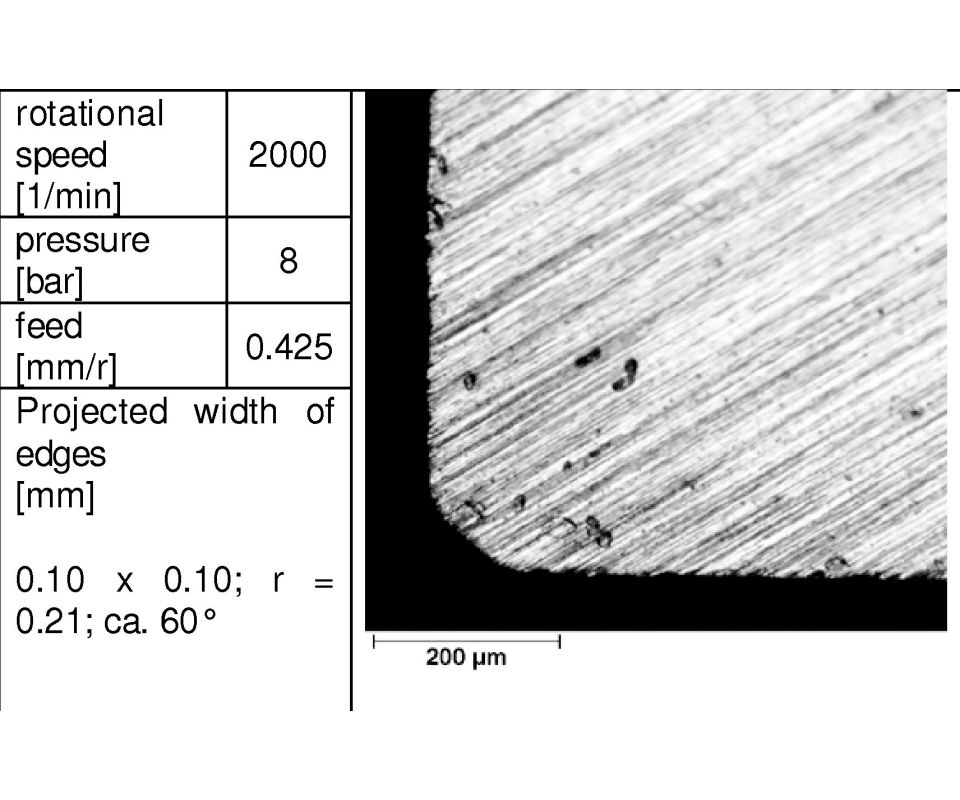
This chamfer in 304 stainless steel was produced with axial feed at a speed of 2,000 rpm.



Consistency and speed can be difficult to achieve in cross-hole deburring, even when the operation is performed on a CNC machine tool. One common limitation is the cutting tool. Rather than static cutting edges, tools designed specifically for cross-hole deburring tend to employ inserts that spring outward from the shank into the space created by the intersecting bore. Limited to only feed and speed rate adjustments, even the most skilled machinist using proper tool selection might struggle to complete the operation as efficiently as possible. However, testing shows that leveraging adjustable air or fluid pressure to drive inserts into the cross hole rather than springs or spring-like components can significantly increase capability to compensate for process variability and to machine more aggressively and uniformly than would be possible otherwise.
In Germany, the Dr. Beier-Entragattechnik company conducted tests pitting one of its pneumatic tools against four other configurations common in automotive and general job shop deburring applications that involve cross holes and non-flat bore exits. Although each of the latter four tools exhibited its own advantages and disadvantages, testing revealed that their reliance on mechanical actuation severely limits control over the speed, force and timing of the cutting edge’s projection from the tool body.



As opposed to hydraulic or pneumatic pressure, the pre-tension of a spring or the elasticity of a rubber-insert actuator cannot be adjusted during the deburring operation, researchers explain. As a result, the range of possible parameters for a given application is dependent on friction and the inertia of the spring mechanism. As for quality, mechanically actuated inserts do not sit loosely in a slot on the side of the tool shank until needed, as is the case with the company’s pneumatic and hydraulic models. Rather, they are under constant tension, and they exert constant pressure on the bore interior as they feed inward toward the intersection. As a result, pushing such a tool into the bore too aggressively, or rotating it too quickly during the feed, can potentially mar a critical surface.
Adding to the challenge are ever-increasing standards for precision. According to the researchers, cross-hole deburring and, particularly, bore-exit applications increasingly require not just burr-free surfaces, but precisely defined radii and/or chamfers that measure in the hundredths of an inch in some cases. Even with extensive knowledge of how burrs form in a particular workpiece, the process can be unpredictable. For instance, the precise location and orientation of the elliptical surfaces where burrs form varies according to the tolerances of the intersecting holes, thus precluding the possibility of assigning a geometrical base plane. Burrs also tend to vary in size and shape. Progressive tool wear during initial drilling also contributes to process variation, as do chips that tend to accumulate when a drill breaks into an existing hole. With a means of controlling the interaction of tool and work beyond speed and feed adjustments, users can dynamically compensate for changing burr dimensions and other variables during the machining process.
The company’s hydraulic and pneumatic tools differ from most mechanically actuated models not only in design, but also in operation. Rather than entering the cross hole, they enter the main bore, where the burrs created by cross-hole drilling are located. They also reverse direction during the process, spinning clockwise on the way into the main bore before stopping briefly and switching to counterclockwise rotation before backing out again. By comparison, mechanically actuated tools that rotate in the same direction throughout the process are more prone to creating secondary burrs. Also, entering through a cross hole limits cleanup to a single intersection. In contrast, approaching through the main bore enables the tool to remove all burrs on the way in, as well as those formed by any number of intersecting holes. (Some mechanically actuated tools—including one tested model that uses rubber elastic—do enter the main bore and reverse rotational direction. However, the researchers point out that control of these tools is still limited to speed and feed-rate adjustments.)
Controlling the protrusion of the cutting edges requires particular attention to the interaction of feed rates with air or fluid pressure. For instance, testing shows that driving cutting edges farther from the shank can be accomplished by increasing pressure at constant feed, reducing feed at constant pressure or adjusting both parameters. A less-pronounced cutting edge requires reducing pressure at constant feed, increasing feed at constant pressure or varying both. Feed rates also dictate the shape of the deburred edges, with more aggressive settings producing smaller chamfers and less aggressive settings producing larger chamfers (without feed, the angle of the chamfer or radius depends on the geometry of the cutting edge).
All in all, the testing demonstrated that deburring tools leveraging hydraulic or pneumatic cutting-edge control enable higher rotational speeds and feeds without significant negative effects on deburred surfaces. What’s more, varying pressure, feed and rotational speed enables users to change deburring quality on the fly, even setting pressure (and therefore, force) to zero if need be to avoid damaging high-quality surfaces.












Related Content

Automated and Manual Deburring With One Tool
IMTS22: J.W. Done Corp. showcases its Orbitool, one tool capable of automated and manual deburring. The tool is capable of working on several differently sized holes.
Read More
Ingersoll Rand Offers Two New Belt Sanders for Smooth Finishes
Ingersoll Rand’s 360-313 and 360-418 Pneumatic Belt Sanders work effectively on metal, plastic, fiberglass, wood and other materials.
Read More
Trumpf Deburring Tool Provides Repeatable Accuracy
The TruTool TKA 1500 edge milling tool is now available with a new cutting mount and guide fence for increased applications and safety.
Read More
How to Accelerate Robotic Deburring & Automated Material Removal
Pairing automation with air-driven motors that push cutting tool speeds up to 65,000 RPM with no duty cycle can dramatically improve throughput and improve finishing.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
