
How to Mitigate Risk in Your Manufacturing Process or Design
Use a Failure Mode and Effect Analysis (FMEA) form as a proactive way to evaluate a manufacturing process or design.

The first part of this Failure Mode and Effect Analysis (FMEA) form ranks the risk severity, occurrence and detection. Multiplying these numbers together gives machine shops their risk priority.
After discovering a manufacturing risk priority of a manufacturing process or design, shops should identify and implement corrective actions and record results.



Risk mitigation is something that all companies must address to protect themselves from the unexpected. Often, these unexpected outcomes can have severe consequences, both within the company and in the market where products and services are used. Even new quality management standards, such as ISO 9001, have included risk mitigation requirements for products and processes. Although there are many techniques to assist companies with risk mitigation, one of the most commonly used is Failure Mode and Effect Analysis (FMEA). It is effective and can be adopted by manufacturing companies of all sizes relatively easily.
FMEA is a proactive system for evaluating a process or design in terms of where and how it might fail in use. FMEA seeks to assess the impact of different types of failures to identify which design components or process steps are most in need of change. Evaluating a design or process’s failure potential helps identify causes and prioritize them to mitigate the most severe ones. This upfront investment of time and effort will yield downstream benefits in safety, risk (liability), quality, productivity, cost and customer satisfaction.



The typical FMEA process proceeds as follows:
- Review a design or process. This requires obtaining and reviewing all applicable documents, including component and assembly drawings, quality specifications, work instructions, routings and prototype/sample parts, if available.
- Review a safety checklist. Most companies develop their own safety checklist by following OSHA guidelines. The checklist should include potential hazards and elements of the design or process that may cause them. It should serve as a log of hazards that have been addressed and ones that are still open. Any open hazards should also be included on the FMEA form.
- Brainstorm potential failures of the design or process. This is where design or process expertise is required. Each component, assembly or process function needs to be analyzed, and potential failure modes, effects, causes, and methods of detection and prevention (if currently available) need to be discussed.
- Complete a FMEA form and calculate risk priority (RP). All failure-related information should be recorded on an FMEA form. Each failure effect is assigned a severity ranking, usually between one and 10, with 10 being the most severe. The cause is also ranked in terms of occurrence likelihood. Again, a ranking of 10 would indicate the highest failure potential. Finally, the potential of detecting the failure is ranked with 10 indicating that no means of detection currently exist. If there are preventive steps in place, these can factor into the detection ranking. The RP number is then calculated by multiplying the severity, occurrence and detection rankings together. This RP value can range from 1 to 1,000. Ultimately, the higher the number, the higher the risk associated with the design or process.
- Identify and implement corrective action. Based on the initial RP number, corrective action should be developed, planned and implemented. The highest overall RP-rated failure modes typically will be addressed first, as they present the highest risk to the design or process.
- Recalculate RP. Once corrective action is implemented, the RP should be recalculated to reflect the new level of risk. This should be done whenever a corrective action is implemented, so the recalculation may need to be completed a number of times throughout the FMEA process.
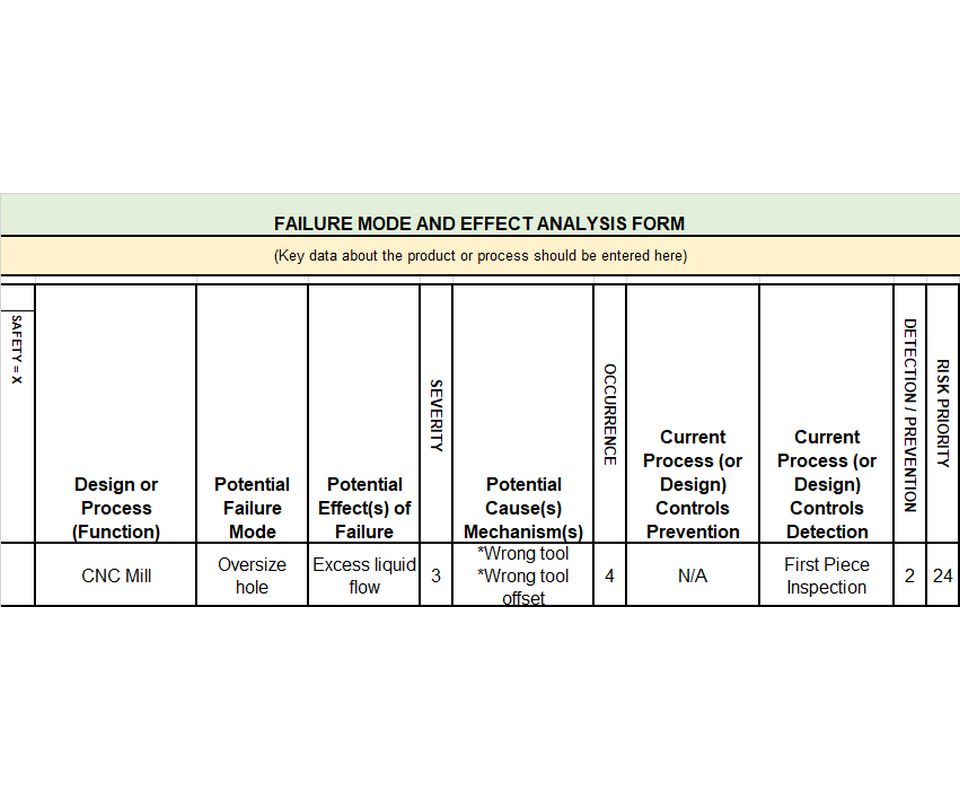
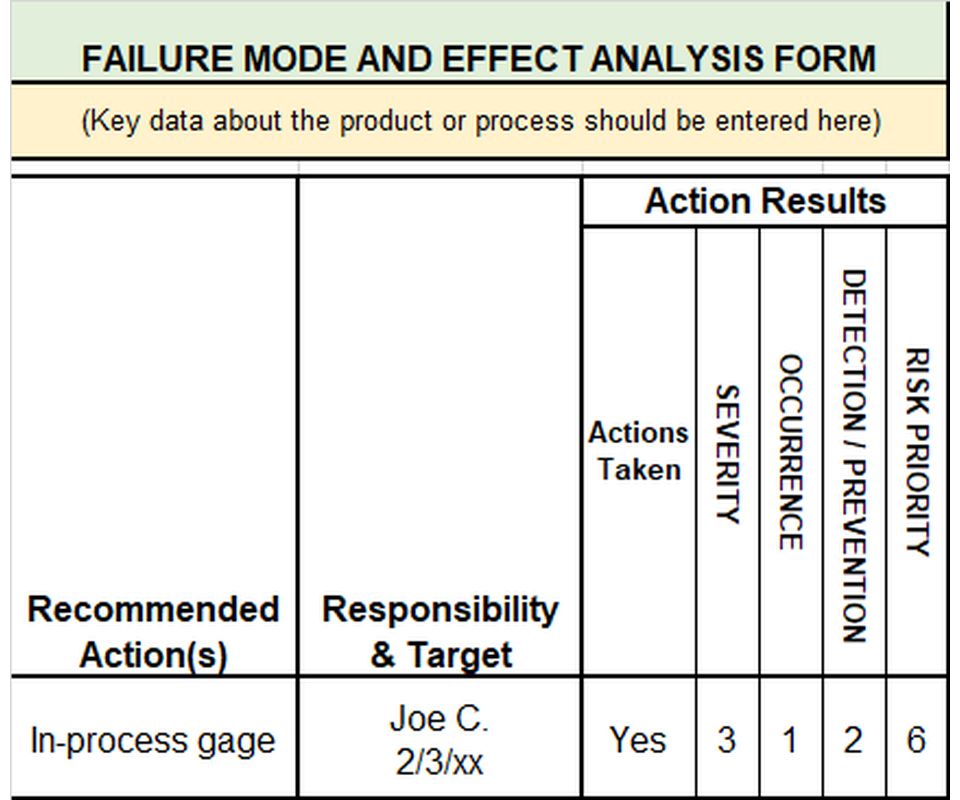
The illustration above is an example of an FMEA form showing the major categories for consideration and the failure information for a specific process:
You will see that the failure being analyzed for a CNC mill is an oversize hole. The effects of the oversize hole, the potential causes and the controls for detection are also shown. Each of these categories has a ranking associated with it. The preliminary Risk Priority is 24. Recommended action, responsibility and a target completion date are also shown. Finally, the action results show that although the severity and detection rankings are unchanged, the frequency of occurrence is reduced, leading to a much lower RP number.
As exposure to risk is something we all want to reduce, using a FMEA process will help to identify and mitigate risk. As such, it is a very useful tool to employ in your organization’s continuous improvement effort.












Related Content

Understanding G27, G28, G29 and G30
Take a closer look at these reference position commands.
Read More
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
Read More
6 Steps to Take Before Creating a CNC Program
Any time saved by skipping preparation for programming can be easily lost when the program makes it to the machine. Follow these steps to ensure success.
Read More
Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read MoreRead Next

‘Intelligent’ Cooling Helps Molder Improve Productivity, Profitability & Quality
Cost-effective and user-friendly process-cooling system gives custom molder the ability to do more with less.
Read More
“Smart tooling” cuts time and risk for complex unitized composite structures production
One-piece bladder tooling helps to actualize NASA/Boeing’s revolutionary fluted core design for next-gen cryogenic fuel tank skirt.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More