
Machining Center Turning
When you have many machining centers but not many lathes, there are ways to make due.
.jpg;width=70;height=70;mode=crop;format=webp)



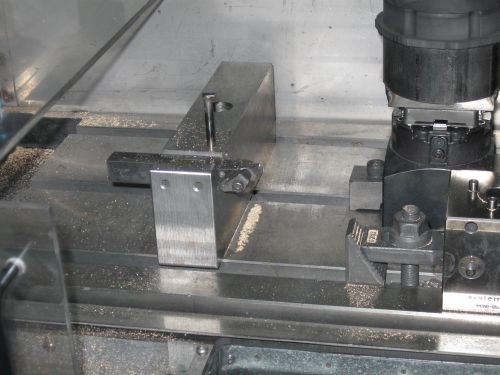
When you have many machining centers but not many lathes, there are ways to make due. During my recent visit to Bryan Machine Services, I snapped this picture of a turning tool affixed to the table of a machining center. The machine is dedicated to graphite electrode machining. There is no similarly dedicated lathe for graphite work, so when the shop is machining an electrode that needs to be cylindrical, it affixes the part to the machining center spindle, and turns the part against this stationary tool. In fact, this same approach can also be used for non-graphite parts when the shop’s lathe happens to be busy.
What Bryan perhaps does not know is that this same approach has been used for years within a sophisticated automated production process. See this video of lights-out machining center turning at Renishaw’s manufacturing facility in the UK.








