
Nozzle Technologies Speed Fusion Laser Cutting, Reduce Gas Consumption
Two nozzle designs developed for fusion laser cutting are said to boost feed rates by 100 percent and reduce nitrogen gas consumption by as much as 70 percent.
.jpg;width=70;height=70;mode=crop;format=webp)
New nozzle designs developed for fusion laser cutting with nitrogen gas are said to boost feed rates by 100 percent and reduce nitrogen gas consumption by as much as 70 percent.
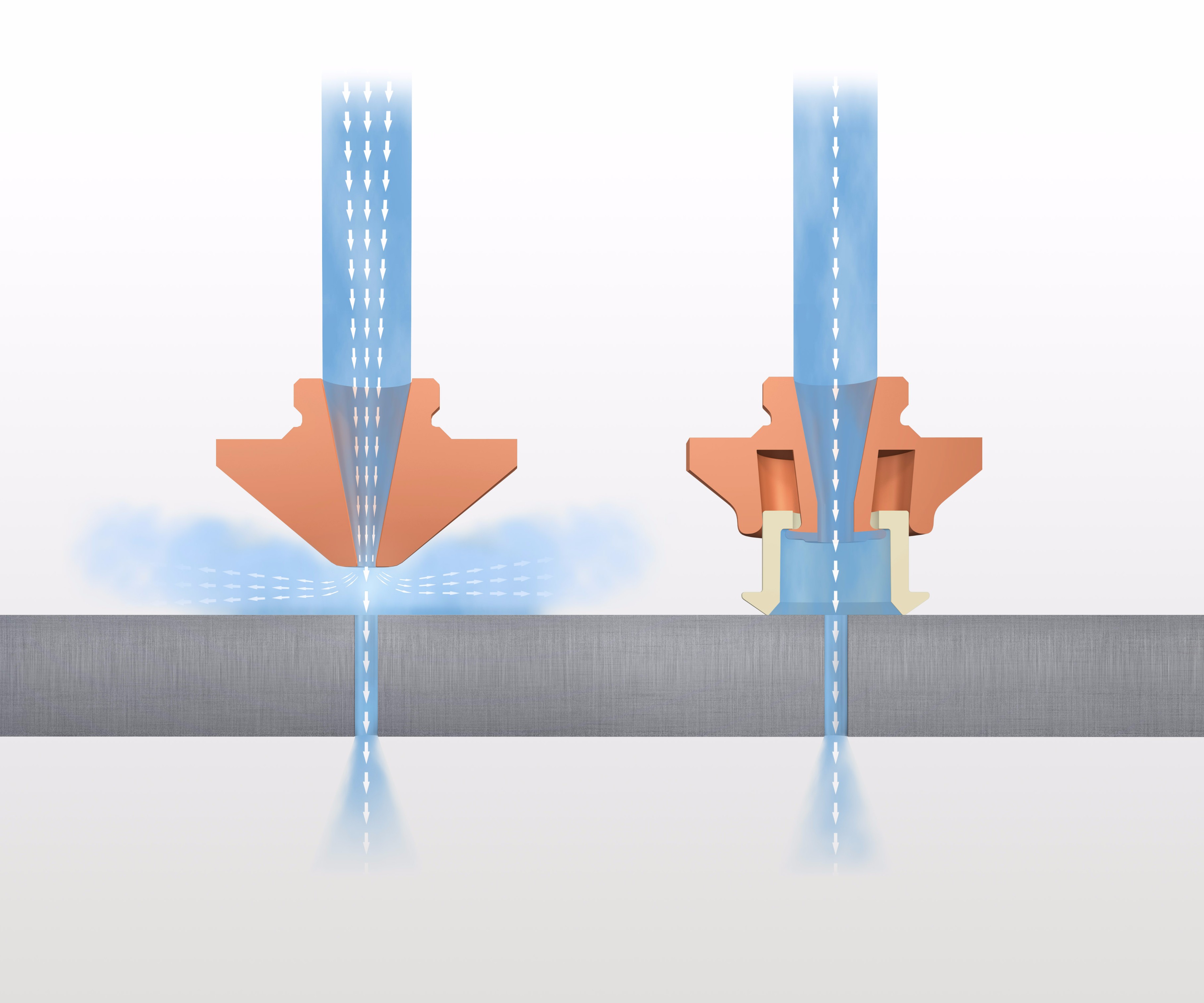
The Highspeed Eco nozzle uses a sleeve that creates a seal between the nozzle and sheet surface to direct the nitrogen gas directly into the kerf.
The Highspeed Eco nozzle is said to reduce gas consumption by as much as 70 percent.



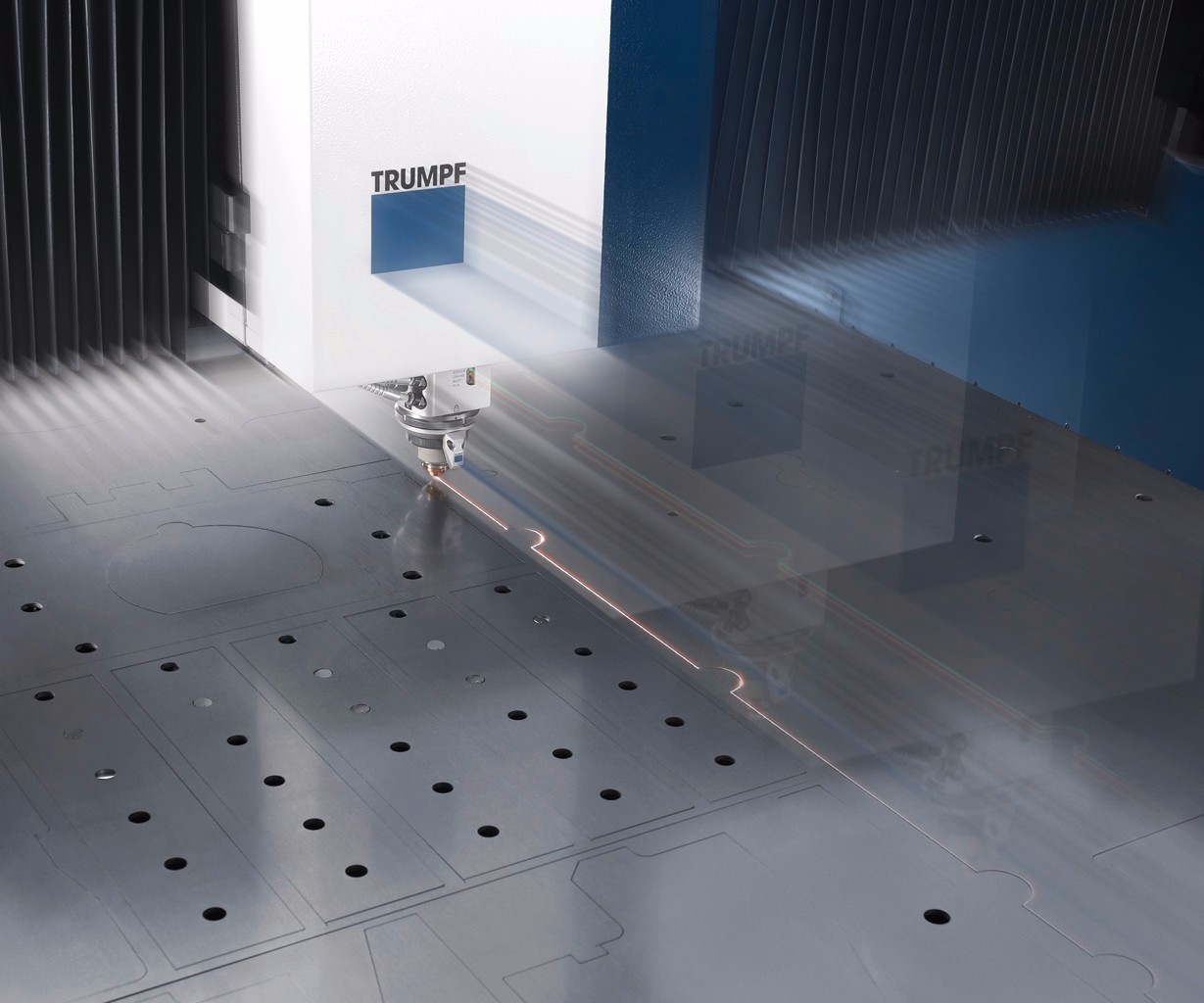
Fusion laser cutting uses an inert gas, such as nitrogen, at high pressure to blow molten material out of the kerf. For mild steel, it offers an alternative to flame cutting using oxygen, especially for relatively thick sheets, in that it doesn’t leave behind oxidized cut edges that commonly require reworking.
The issue with conventional solid-state laser cutting machines that perform fusion cutting using nitrogen is high gas consumption/high gas cost. This led Trumpf to develop its Highspeed and Highspeed Eco nozzles that it says can increase the feed rate for solid-state laser machines performing fusion cutting with nitrogen by as much as 100 percent.



Less nitrogen is used due to the nozzles’ designs. The Highspeed nozzle features a bi-flow design in which some of the nitrogen passes through the center of the nozzle with the laser beam. The rest of the gas forms a secondary flow around the principal flow to concentrate it into the kerf and more effectively expel the molten material. The Highspeed Eco nozzle uses a sleeve that creates a seal between the nozzle tip and the surface of the material to force the gas directly into the kerf, ensuring that little or no gas flows off to the side. As the sleeve glides across the material during fusion cutting (without marring the surface), the nozzle remains 0.06 inch from the sheet surface. This is said to ensure the nozzle can effortlessly withstand any spatter generated during piercing, which accelerates piercing time and minimizes the risk of damage to the nozzle.
The Highspeed version uses 40 percent less nitrogen on average; the Highspeed Eco 70 percent less. Plus, the piercing process for both is faster, and laser power does not need to be increased. These nozzles enable an 8-kW laser to fusion cut mild steel sheets as thick as 0.5 inch compared to 0.4 inch as in the past.
The company says whereas typical fusion cutting of 0.25-inch mild steel with an 8-kW laser using nitrogen can be performed at a linear feed rate of 216 ipm, the Highspeed Eco can achieve 350 ipm at roughly half the required gas pressure.
The Highspeed and Highspeed Eco nozzles can also be used for fusion cutting using nitrogen of stainless steel sheets ranging in thickness from 0.16 to 1 inch. Additionally, only one nozzle is needed for the entire material thickness range in mild steel and stainless steel, which makes mix-ups less likely and shortens setup times.
Both nozzles are currently available on new TruLaser series 5000 machines with an 8-kW solid-state laser, but will soon be available for use with 6-kW solid-state lasers. The Highspeed process is available on the TruLaser series 3000 fitted with a six-kW solid-state laser. Relatively new TruLaser series 5000 machines with an 8-kW solid-state laser can be retrofitted with the Highspeed Eco nozzle.
Related Content
-
Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
-
Choosing The Right Grinding Wheel
Understanding grinding wheel fundamentals will help you choose the right wheel for the job.
-
Volumetric Accuracy Is Key to Machining James Webb Telescope
To meet the extreme tolerance of the telescope’s beryllium mirrors, the manufacturer had to rely on stable horizontal machining centers with a high degree of consistency volumetric accuracy.








