
Optimize Grinding Processes with Proper Truing and Dressing Tools
Choosing an appropriate tool and using it correctly can have a positive effect on the grinding process. However, knowing how to select a tool and what solutions are available to dress conventional grinding wheels is very useful.



Production grinding relies on several components working together to achieve desired results. Whether that result is a size, shape, finish, or combination of these, the system works best when all its components are optimized and being used correctly.
The focus is on the abrasive and using the best grinding wheel available, but there is more to the system than just the abrasive wheel. Coolant also has a substantial effect on the grinding operation. However, the most overlooked component of the grinding system is the truing and dressing tool.



Often, a premium abrasive product will be installed at a premium price, and it is then expected to perform optimally while truing and dressing it with the least expensive tool possible. It is akin to putting regular fuel in a high-performance car.
Choosing an appropriate tool and using it correctly can have a positive effect on the grinding process.
Whether using a rotary device or a stationary tool, in many systems the dressing tool is almost completely forgotten about until a finish, form or geometric issue occurs and an investigation ensues.
Choosing an appropriate tool and using it correctly can have a positive effect on the grinding process. However, knowing how to select a tool and what solutions are available to dress conventional grinding wheels is very useful.
Differentiating Truing and Dressing
Truing and dressing is often thought of as being the same process, with the terms sometimes used interchangeably when discussing the truing and/or dressing procedures. This is likely since, with the exceptions of some resin or metal bonded products in which the wheels are trued offline and then remounted and dressed, the two operations are usually done at the same time.
However, they are two different processes.
Truing operations deal with the form or profile of the grinding wheel. When truing a new abrasive wheel, the grinding face is altered to allow the abrasive product to do what it needs to do. Routine truing during the grinding process corrects the wheel profile and compensates for form loss as the wheel breaks down under regular use. A properly trued wheel will impart the correct profile on the part being ground and ensure the form geometry and dimensioning are to spec and ready for use.
Although the term “dressing” is often used to describe the truing and dressing, dressing operations only restore or alter the condition of the wheel face. Grinding wheels are dressed to restore or change their ability to remove stock or generate a specific finish. If the wheel is being used to remove stock, the grinding face is dressed to expose new and sharp cutting points, allowing the wheel to cut with a higher material removal rate. However, the tradeoff is that the finish may be unfavorable. A wheel dressed in this condition is said to be “open.”
If the wheel is being used to generate a specific finish, the grinding face will be dressed to dull or blunt the cutting points, allowing the wheel to rub more and create the finish necessary. The tradeoff here is that although the finish is good, the stock removal rate will be much lower. A wheel dressed in this condition is said to be “closed.”
It is also important to know how to choose the correct diamond tool for the operation.
Tool Selection Considerations
There are three considerations when selecting the appropriate tool:
- The size, bond and abrasive type of the wheel being used
- The form or profile required on the wheel
- The quality of the diamond in the tool
Abrasive wheels are, in the most basic sense, stones. To generate a form on that stone, or create a specific surface condition on it, a harder stone is needed. Diamonds are used to true and dress grinding wheels since diamonds are the hardest known material.
The first consideration helps determine the required diamond tool size in carats. Whether the tool will be a single diamond or multiple diamond design, knowing the size, bond and abrasive type of the wheel being trued and dressed will help determine how big the diamond needs to be.
Although the diamond tool will be harder than the grinding wheel it will be used on, the abrasive grains will eventually erode the diamond. The amount of diamond wear is a function of the amount of time the diamond is in contact with the wheel, so a larger wheel will need a larger diamond.
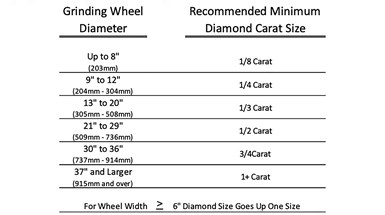
This chart (left) provides the suggested total size of the diamond or diamonds required, whether that is a single diamond or multiple diamonds based on wheel size.
It is recommended that one size larger diamond should be used if:
- The wheel is wider than 6 inches due to the length of time the diamond is in contact with the wheel.
- The wheel has a resin bond, due to how the bond breaks down or is altered compared with vitrified wheels.
- When the wheel uses a premium abrasive grain like ceramic.
Just as there are several different wheel profiles that can be trued into a wheel face, there are also several different types of stationary tools that can be used to generate or restore them. Knowing which of the available tools are most appropriate or capable will help narrow the options. The second consideration is based on the form or profile required on the wheel.
A stationary tool may be as simple as a diamond on a stick such as a single point tool, or a more complex tool as in the case of precision lapped chisel tip tool. The diamond tool may be a few thousandths wide where it contacts the wheel, or it could be much wider.
Understanding the characteristics and limitations of each tool is important to help determine which one can do what it is needed it to do. A straight or taper profile can be achieved with nearly any tool, while more complex profiles may only be generated with a much shorter list of available tools.
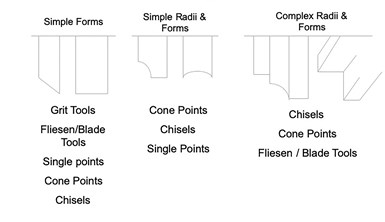
The illustration (right) shows commonly available tools and types of wheel faces they can generate or are typically used to restore.
Quality Matters
The third and final consideration in selecting a stationary tool is based on the price and overall life of the tool, which is determined by the quality of the diamond.
Although there is no standard for industrial diamond quality, it is generally agreed upon that the higher quality diamonds have a longer life. A high-quality diamond will have fewer inclusions, cracks and imperfections, while a higher quality diamond will have more defined points. All the diamonds pictured (below) are ½ carat in size, and the higher the quality the better defined the shape and points are. Selecting a tool with the highest AA quality will also allow a resetting or relapping program to be established.

Resetting is where the used diamond is removed from the tool and reset with the next best point exposed. Relapping is a mechanical process used to restore the geometry or profile of the tool to its original print dimensions. Both take the initial price of the high tool and spreads it out over time, making the overall cost to use the tool much lower. Using lower quality diamonds (D quality) doesn’t allow for resetting, although they are usually less expensive and intended to be disposable.
Examine the Mechanics
The only other considerations are mechanical. Considerations include shank size and style (length, diameter, taper), and diamond profile (radius, relief).
These attributes will ultimately be determined by the machine being used and many manufacturers can make custom tools. Although there are several different stationary tools available, here some of the more common stationary truing and dressing tools, and some quick tips on how to correctly use the most common ones.
Single Point Tools:
- Used for simple form geometry (straight, tapered or convex)
- Very common in tool room and surface grinding applications
- Usually 7/16- or 3/8-inch shank diameters
- Extensive stock offering
- Should be turned 1/8 turn per day for maximum life
- Can utilize diamond with multiple usable points which allows for resetting
- Not Recommended for use on cBN/diamond wheels
Cone and Chisel Point Tools:
- Used for complex geometry and on CNC applications
- Utilizes higher quality and/or new CVD synthetic diamonds and vacuum braze technology to anchor the diamond and prevent diamond pullout
- Cone and chisel points are typically engineered for a specific application with precision lapped radii and included angles which are defined based on part or wheel print geometry
- Typically considered made-to-order but some common shapes and sizes are available
- High quality diamond tools can be relapped for extended use
- Tools should be rotated 180-degrees periodically to extend life
Both the single point and chisel point tool should be mounted on a slight angle at the center line of the grinding wheel as seen below.
Cluster and Multi-Point Tools:
- Used for straight dressing of large diameter grinding wheel or disc wheels
- Because of the large diamond section, dressing can be accomplished faster
- Nibs are available in a variety of diamond sizes and concentrations
- Tools do not require any turning
- A new Nib tool requires three to five passes at 0.005 inch to expose the diamond
- Can be made using the pelletizing method of manufacture to ensure uniform diamond distribution resulting in more consistent truing (standard manufacturing uses a random diamond distribution)
Multi-Point and cluster tools need to be mounted with the tool face oriented horizontally and square to the wheel face at the centerline of the wheel. Tool shank should be on a slight angle.
Blade and Fliesen Tools:
- Used for large wheels with complex geometry
- Uniform cross section allows for consistent life throughout tool use
- Controlled diamond position
- Often made-to-order but sizable stock offering available
- Fliesen and/or blade tools are the best choice for truing and dressing ceramic wheels.
- Fliesen and blade tools can also be used to dress cBN/diamond wheels if a stationary tool is required
Stationary Tool Use Summary:
- Stationary tools are the most cost-efficient dressing product
- Variety of tools and types for your dressing needs
- Coolant should be applied while dressing
- Tools should be rotated (where possible) periodically to increase life
- Higher quality single point tools can be reset
- Form & chisel tools can often be relapped
- Single point stationary tools are not recommended for superabrasives
It is very difficult to make quality parts if the grinding wheel is not maintained properly, and that cannot be done without using a high-quality dressing tool.
With a better understanding of stationary dressing and truing tools, and how to select them, hopefully the most overlooked grinding system component will get the attention it deserves.
















Related Content

Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read More
8 Ways to Increase Productivity on the Manufacturing Floor
When it comes to machine shop productivity, continuous improvement depends on efficient employees, equipment and processes.
Read More
Selecting The Right Welder
Many machine shops, on occasion, have a need for welding. It may be for maintenance purposes, repair or to fill the odd contract. This story is a welding process primer for those shops whose main business isn't welding but need to know some basics.
Read More
10 Tips for Titanium
Simple process considerations can increase your productivity in milling titanium alloys.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More