
Optimized Milling Strategy for Five-Axis Titanium Blisk Machining
A new finishing strategy using specially designed barrel cutters is said to reduce five-axis titanium blisk machining times by 50 percent.

Starrag developed a new tooling concept and milling strategy for roughing, semi-finishing and finish-machining blisks, which are usually made of titanium or nickel-based alloys. The centerpiece of the improved milling strategy is the finishing process, which helps to reduce the total machining time by 50 percent.

The larger radius of barrel cutters enables greater contact with the part and, therefore, larger stepdowns, which reduce the number of passes the tool needs to take compared to a ballnose end mill.
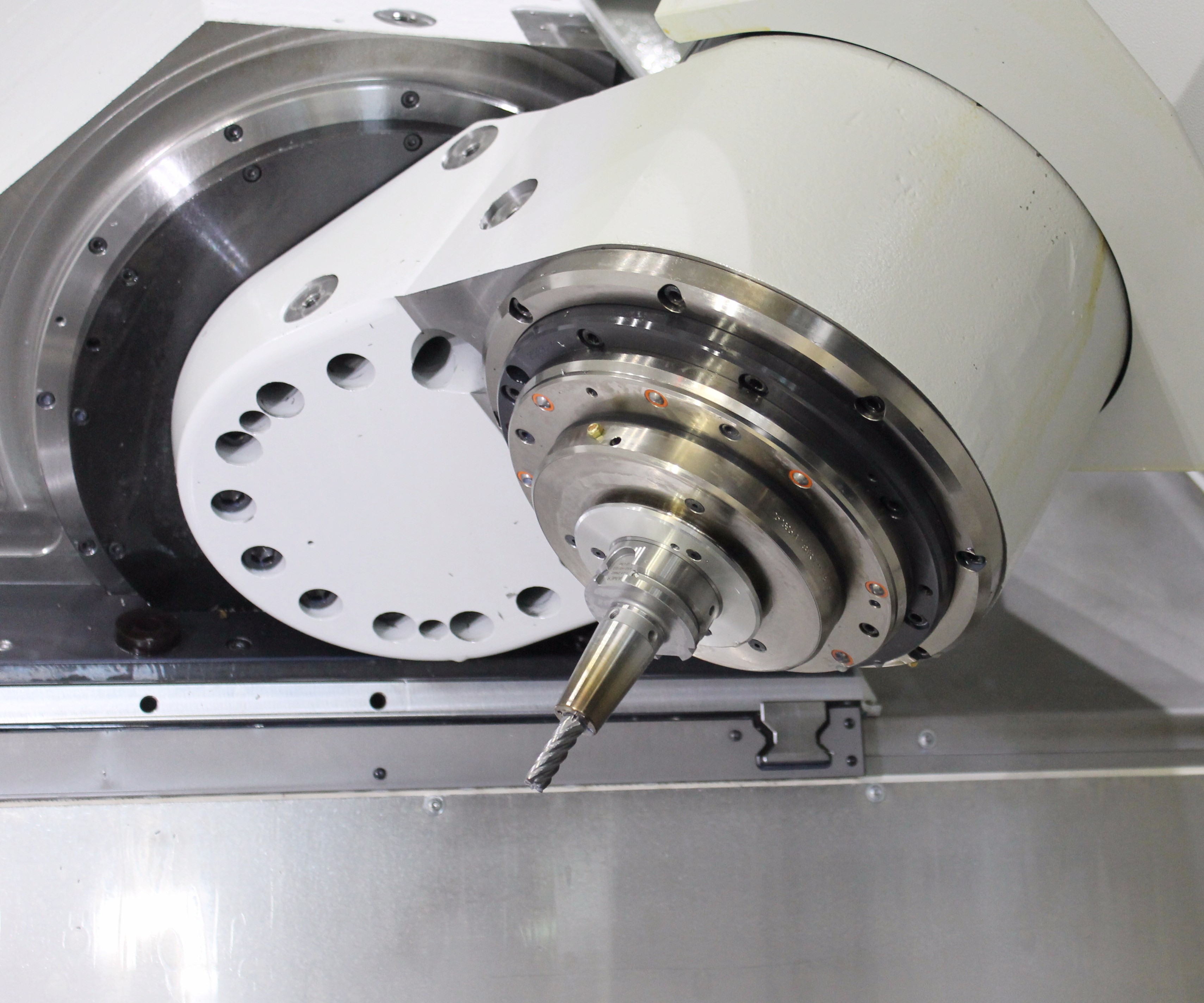
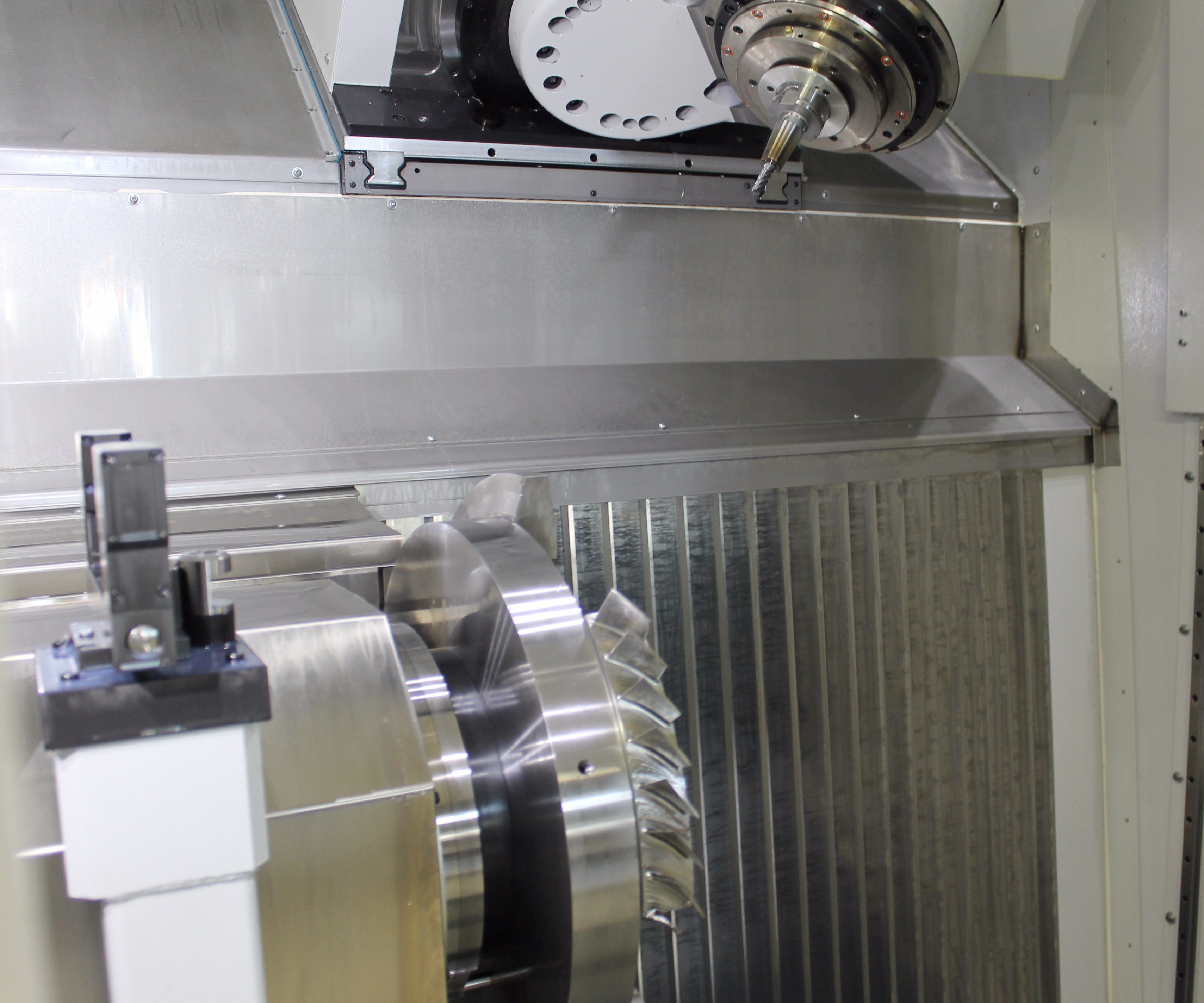
Compared with a standard machine with a swivel rotary table, the NB series features an angled B axis on which the tool is effectively rotated around the tool centerpoint.



Many of the new designs for both military- and civil-aircraft turbine engines feature blisk rotors instead of single-bladed rotor assemblies because of their significant weight reduction, greater resilience and reduced maintenance. Blisks are usually machined from a solid billet of hard, exotic materials, such as titanium and nickel-based alloys, which makes them difficult to machine and leads to long cycle times. Subsequently, these components become very expensive to produce. As a result, efficient machining methods need to be developed.
Swiss machine tool builder Starrag (Hebron, Kentucky) has addressed these problems by developing a new tooling concept and milling strategy for roughing, semi-finishing and finish-machining blisks. The centerpiece of the improved milling strategy is the finishing operation, which helps to reduce the total machining time by 50 percent, Starrag says.



The reference workpiece the company uses to demonstrate this process is a blisk made from the titanium alloy Ti6Al4V used for intermediate- and high-pressure compressors and aircraft engines. The 48-blade blisk features a diameter of 520 mm, height of 34 mm and length of 35 mm.
Starrag’s milling strategy starts with three trochoidal milling passes that feed an end mill in circular movements to create slots. This method is said to be ideal for rough-slot milling the blisk, because the tooth load stays constant during a cut, thus improving metal removal rates and tool life.
After the subsequent semi-finishing passes, blade- and hub-finishing operations are performed. The blade-finishing process is performed using a Starrag barrel cutter with a novel design, enabling cuts as deep as 4 mm (a cutting depth of 3 mm was used in this specific part example). Blade-finishing machining time is reduced by 75 percent compared to conventional strategies using ballnose cutters (from 5 minutes and 17 seconds to 1 minute and 13 seconds). Less passes are necessary using the barrel cutter because it has a larger radius than a ballnose end mill.
For finishing the hub, the company uses a Starrag torus cutter with a lateral stepover up to the tool diameter. A torus cutter basically looks like a regular end mill, but it has a big radius at the end. The cutting process takes place on that radius and not on the shaft/side of the cutter. A subsequent blade-root finishing operation completes the machining process.
According to Richard M. Bacon, Starrag’s head of engineering, the secret lies in the design of the barrel cutter, which was specifically designed for blisk machining. The company designed the tool to best adapt to the shape of the blades. Furthermore, defined edge rounding results in lower cutting forces in all directions, and unequally spaced teeth reduce chatter. “Typically barrel tools are critical because they start to excite chatter more easily due to their larger contact area,” Mr. Bacon says. “This can make their application quite tricky, especially when using off-the-shelf tools.”
The new six-tooth design enables significantly higher axial depths of cut and high feed rates. “The conventional process took about 100 passes to finish the blades,” Mr. Bacon explains. “Now, the greater axial depth of cut of 3 mm reduces the required passes to 10.” A barrel cutter’s larger radius enables greater contact with the part and therefore larger stepdowns, which reduce the number of passes the tool needs to take compared to a ballnose end mill and reduces cycle times. In return, the forces are much larger due to the greater contact, thus they tend to excite the parts more easily and often cause chatter. “With our specific tool design, we can counter these effects,” he says. The tool paths were driven by Starrag’s PSI+ CAM software, which is specially designed for multi-blade-type components such as blisks and impellers.
Another example in which Starrag successfully applied the new milling strategy was in developing a more effective process for a customer machining compressor blisks (STC 800 Blisk) made from the same Ti6Al4V alloy. The customer has four Starrag machines and approached the company hoping it could devise a strategy to reduce long machining times.
The 650-mm-diameter blisks have 50 blades. The required profile tolerance was 80 microns and the required surface quality was 0.8 micron Ra. According to Starrag, the optimized milling strategy explained above reduced the original machining time of 300 hours to 70 hours, a savings of 400 percent.
The machine used in the case studies mentioned above, a Starrag NB 251, is a five-axis machine tool that is specifically made for complete machining of blisks. It implements every step of the production process, from efficient roughing of solid material and adaptive machining of friction-welded blisks to highly dynamic finishing of flow surfaces in point contact.
According to Mr. Bacon, one of the main features that ensures high dynamics for productive machining is the low number of moving masses. Compared to machines with a swivel rotary table, the NB series features an angled B axis, which effectively enables the tool to rotate around the tool centerpoint. Because the tip of the tool is located very close to the center of rotation, the compensating movements of the axes are five times shorter compared to machines with a swivel rotary table, leading to shorter machining times, Mr. Bacon explains. On a rotary swivel table, the linear axes must make a compensation movement (say 200 mm), whereas with the tip of the tool at the center of rotation a movement of only 50 mm would be needed. “This has a big effect especially for finishing, because we can go much faster around the blade of the blisk. The shorter distance also helps improve rigidity so you can take more aggressive cuts without worrying about chatter or vibration.” As a result, the customer can achieve as much as 25 percent shorter cycle times.












Related Content

CNC Machine Shop Honored for Automation, Machine Monitoring
From cobots to machine monitoring, this Top Shop honoree shows that machining technology is about more than the machine tool.
Read More
Which Approach to Automation Fits Your CNC Machine Tool?
Choosing the right automation to pair with a CNC machine tool cell means weighing various factors, as this fabrication business has learned well.
Read More
How to Successfully Adopt Five-Axis Machining
While there are many changes to adopt when moving to five-axis, they all compliment the overall goal of better parts through less operations.
Read More
Building a 5-Axis Cell
5-axis machining has taken over the metalworking industry, but what goes into a high-functioning 5-axis machining cell?
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
