
Producing Big Parts from Small Blanks Through Laser Cladding
The integration of laser-based additive manufacturing with WFL mill-turn machines is enabling the production of large parts in a single setup.

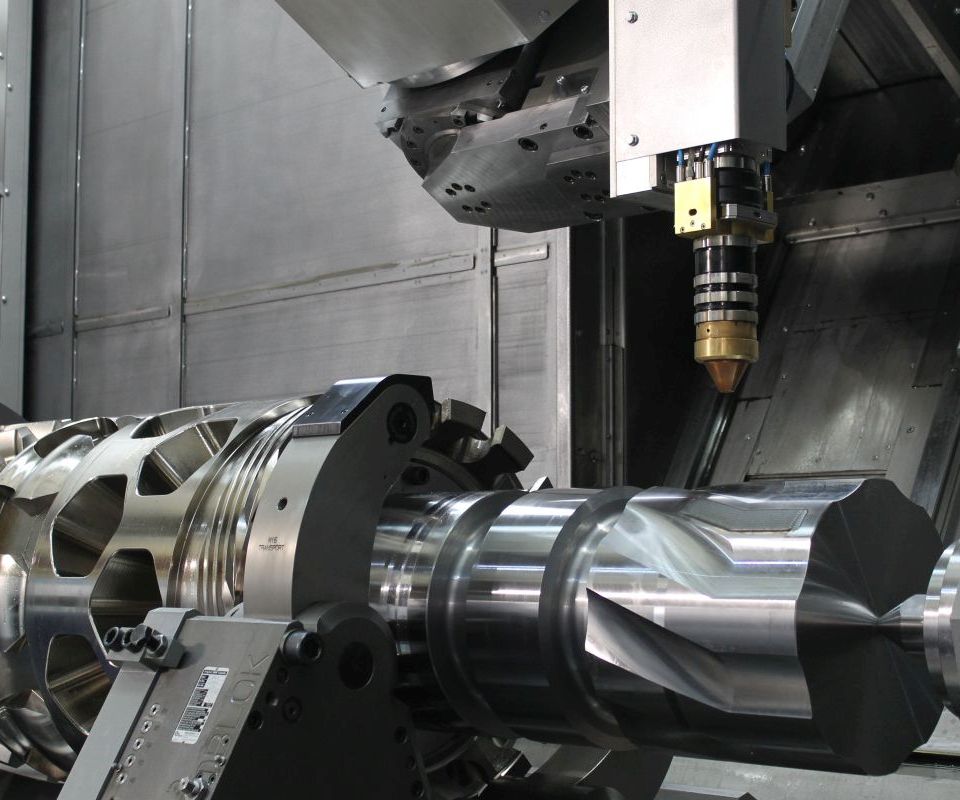
The M80 Millturn is equipped with a 10-kW high-power diode laser. This technology integration makes laser cladding, laser welding and laser hardening possible. The laser head is incorporated directly into the turning-boring-milling unit via the prismatic tool interface and can be changed automatically.
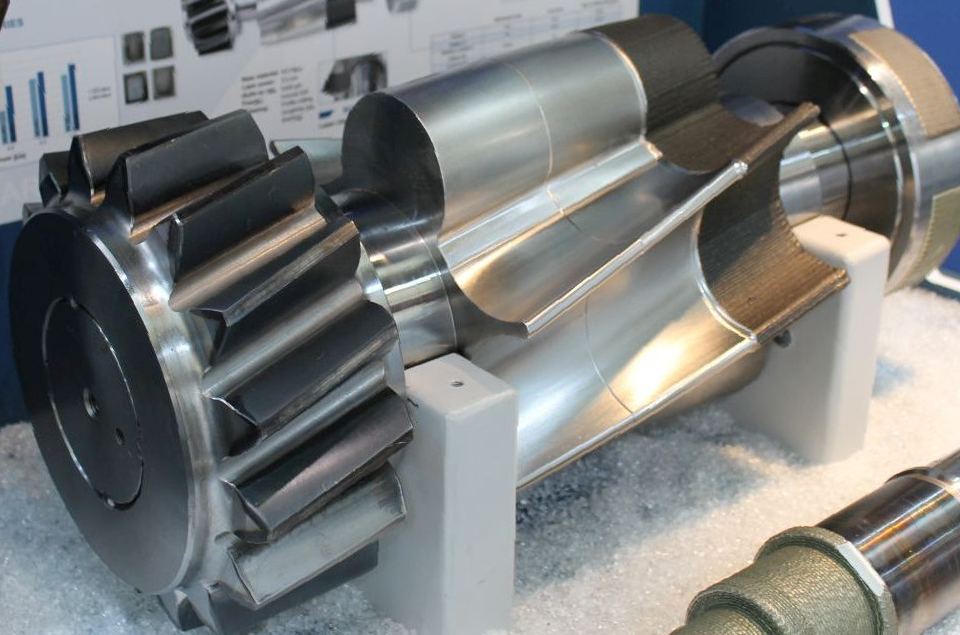
This rotor body made of an alloyed heat treatable steel (42CrMo4) demonstrates laser cladding and hardening. After the gears are pre-machined, it is laser-hardened with a 4.6-kW laser at a feed rate of 300 mm/min. (11.8 ipm) and a spot size of 8 by 32 mm (0.31 by 1.26 inches). The maximum hardness is 62 HRC (774 HV).
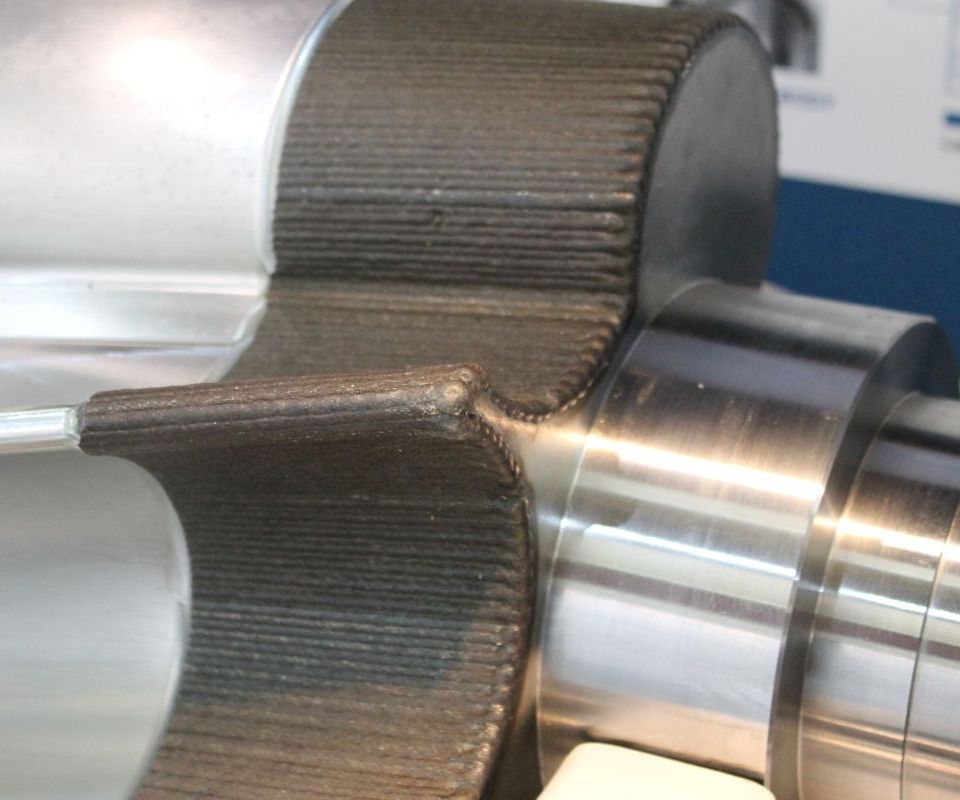
To avoid manufacturing a whole part from expensive wear and heat resistant material, only parts of the rotor body are cladded with Inconel 625 powder before the final profile milling operation. The part is manufactured all in one setup.
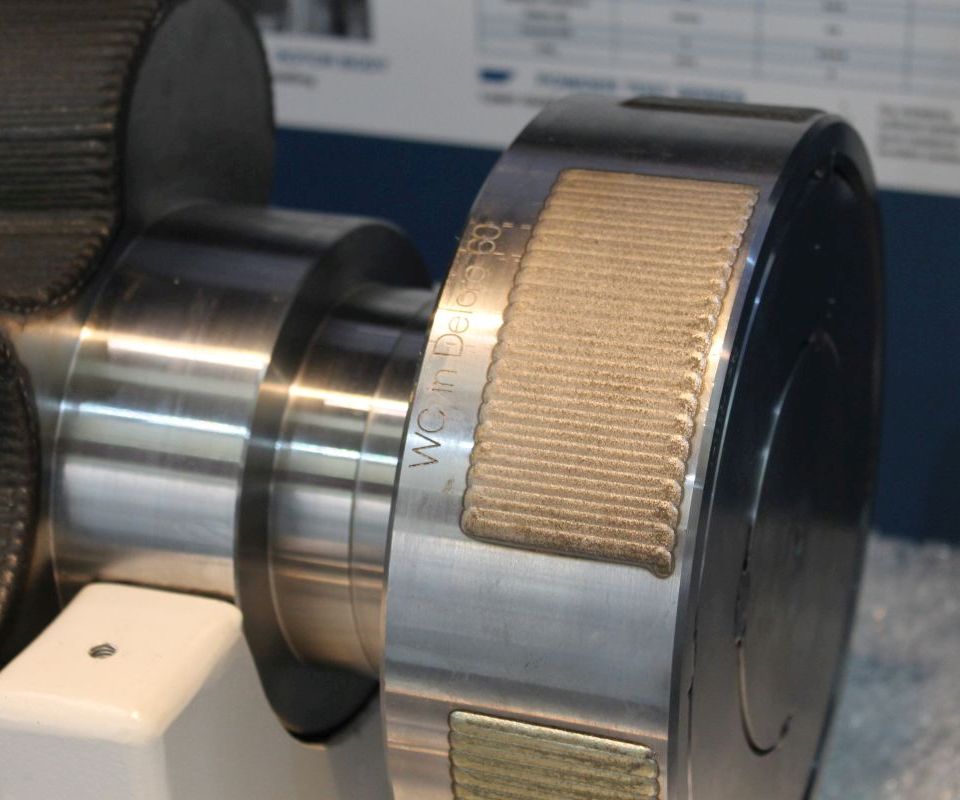
Tests with different types of powder show that Inconel 625 is most resistant to wear, while Wolfram carbide in Deloro 60 displays the best mechanical wear properties. Test powders included Stellite 6 and 21, Wolfram carbide, and Inconel 625 and 316L.

This shaft end is exposed to corrosive substances. Instead of machining the whole part from expensive materials, the shaft is made of ST 52-3N and the laser adds corrosion-resistant material where needed.

A 2.8-kW laser adds Stellite 6 at a rate of 1,380 grams per hour to make the shaft suitable for high working temperatures and wear resistance.
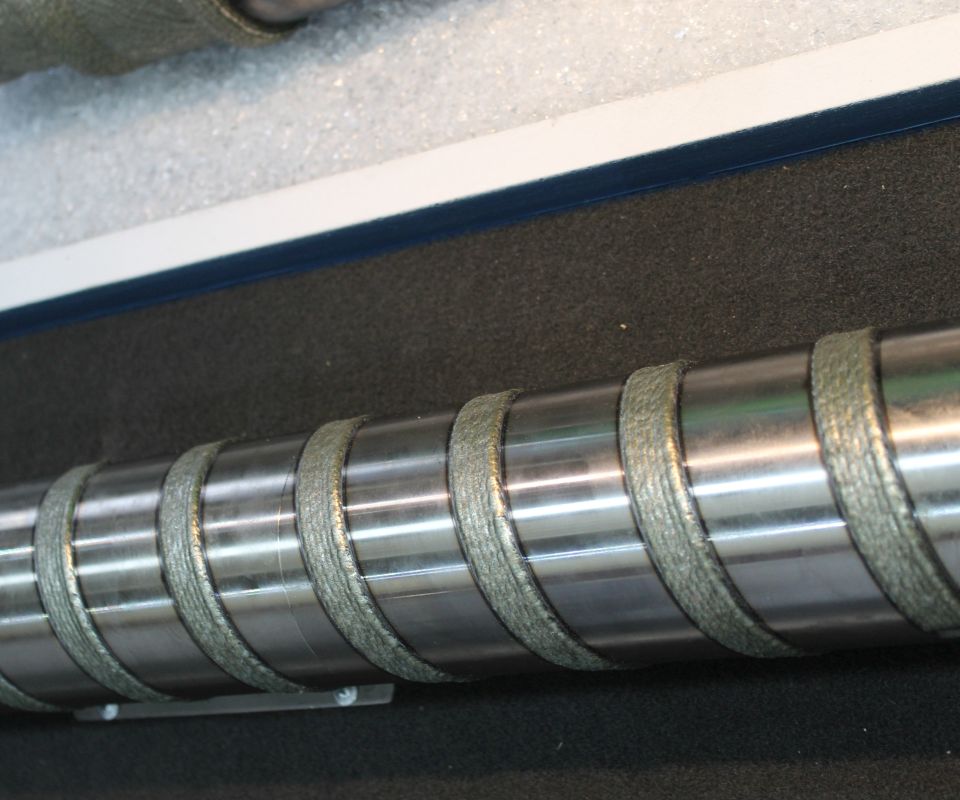
This screw is designed for feeding granulate into injection molding machines via a helical groove, which is subject to heavy wear and has to be coated. Conventionally, the shaft made of 42CrMo4 is turned, then groove milled, then welded outside the machine, clamped again and finish machined. With the laser unit integrated in the mill-turn center, the part can be machined in one clamping via in-machine laser-cladding with Stellite 21 powder.

Reinhard Koll, head of application and project engineering at WFL in Austria, hopes to have the first machine with integrated laser heads in operation within the next year. The technology is ready but the crux was to convince customers that it is possible to manufacture a reliable and high-quality part made of two or more materials or featuring heat-affected zones after the laser operation, he said.



Two years after Linz, Austria-based WFL Millturn Technologies introduced additive manufacturing capability in the form of adding laser-based hardening, welding and cladding to its machines, the company once again demonstrated this technology. At its Open House event March 21-23, 2017, the company highlighted the integration of additive manufacturing processes via a 6-kW high-power laser for melting powdered metals, low-distortion hardening and cladding in a M80 Millturn.
The process is still under development, but Reinhard Koll, head of application and project engineering, hopes to have the first machine in operation within the next year. "The technology on the machine hasn't changed much since we introduced the machine, but we have done extensive testing together with a range of customers to analyze the process, the quality of the layers and the material properties. The machine is ready to be sold. The crux is to convince customers—and even more importantly, their customers—that it is possible to manufacture a reliable and high-quality part which is made of two or more materials or which features heat-affected zones after the laser operation."



The advantages for the customer are evident; using the several NC axes of the Millturn machine makes nearly any geometric shape possible, allowing users to efficiently produce complex cooling channels or bent connection flanges. But there are more advantages for those companies requiring large workpieces, serving the aerospace, mining, or oil and gas sectors, for instance.
AM for Large-Part Manufacturing
WFL offers machines with a maximum machining length of 14 meters (Millturn M200) and turning diameter ranging to 2 meters (6.6 feet), supporting as much as 60 tons in weight. These machines are said to be ideal for long shaft components and complex, tube-shaped components, such as those from the industries mentioned above. The sophisticated mill-turn centers enable users to machine even those large parts in one setup, saving time and increasing accuracy. Integrating a laser unit into the machines is a logical addition, Koll said.
"The laser heads for cladding, hardening and welding are automatically exchanged and do not require any operator intervention," he explained. "The process can be automatically NC programmed and the interface between machine and laser control are user-friendly. As a result, parts requiring hardening or cladding can now be complete-machined in one setup, saving companies valuable machining times."
The biggest advantage of the integrated laser for large-part manufacturing is the possibility to use different materials. Machining a part 3 meters long and 1 meter in diameter from one solid blank takes time as well as money when dealing with expensive materials such as stainless steel, Inconel or super-alloys designed for high wear resistance and superior chemical and corrosion performance in hostile environments. "Due to their incredibly hard material properties these alloys are inherently difficult and often expensive to machine," Koll said. "Adding this expensive material only exactly where it is needed by laser cladding, followed by finishing operations in one setup, makes sense."
One example on display at the open house were shaft ends which had been pre-turned from ST 52-3N and then laser-cladded (at a rate of 1,380 grams per hour with a 2.8-kW laser) using Stellite 6 for high working temperatures and wear-resistance where necessary for the end-use purpose. The parts were then subsequently finish turned and milled, all in one machine in one setup.
Another example shown was a screw for feeding granulate into injection molding machines via a helical groove, which is subject to heavy wear and has to be coated. Conventionally, the 42CrMo4 shaft is turned, groove milled, welded outside the machine, then clamped again and finish machined. With the laser unit integrated in the mill-turn center, the part can be machined in one clamping via in-machine laser-cladding with Stellite 21 powder, a 4-kW laser and a build-up rate of 2,940 grams per hour.
"The other benefit for large-part machining applications is to add material where needed, starting with a small blank instead of performing rough machining on a large blank. Concentrating on the high-value finish machining process is much more economical,” Koll explained. "Parts handling is simplified as well if you do not have to handle and clamp a 5-ton part anymore, but maybe only one with a weight of 2 tons. Additionally, it takes a lot of effort and time to un-clamp such a part, take it to a contractor for welding and re-clamp it on your machine. These time-consuming and low-value production steps are eliminated if you have a laser head in your tool magazine for welding, cladding or hardening."
Koll thinks that within the next ten years AM will experience increasing acceptance, find its place, and might even replace conventional manufacturing technologies in niche applications as described above.












Related Content

SolidCAM Wants to Help Machine Shops Get into Additive Manufacturing
SolidCAM's partnership with Desktop Metal is aimed at making additive manufacturing more accessible to job shops and other manufacturers.
Read More
Designing a 3D Printed Part with Machining in Mind
Designing extra stock and mounting features into a 3D printed part can aid in machining processes downstream.
Read More
How Automation Keeps Quality Control in Control
Collaborative robots help inspection keep pace with machining in a custom, digitalized workflow for complex aerospace and defense parts.
Read More
10 Ways Additive Manufacturing and Machining Go Together and Affect One Another
Forget “additive versus subtractive.” Machining and metal additive manufacturing are interconnected, and enhance the possibilities for one another. Here is a look at just some of the ways additive and machining interrelate right now.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
