
Something Not Seen on Swiss-Types
Probing on Marubeni Citizen-Cincom Swiss-types like this enables Renishaw to better align manufacturing with true production requirements.
.jpg;width=70;height=70;mode=crop;format=webp)



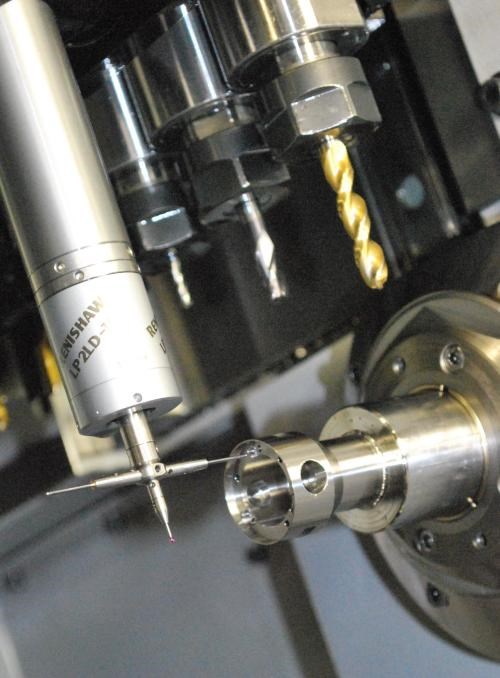
Probing on Marubeni Citizen-Cincom Swiss-types like this enables Renishaw to better align manufacturing with true production requirements.
I didn’t really plan it this way, but the last three shops I’ve visited use Swiss-type lathes to their advantage. One shop that I wrote about uses a Swiss-type with or without the machine’s signature guide bushing. Here’s what I wrote about another that’s moving to multifunction equipment to get away from inefficient manual machine loading. And as for that third shop, well, you’ll have to wait to read about that one. I haven’t stuck a fork in the story yet. I will say, though, that it combines machining and mandrels for medical applications.
Another manufacturer using Swiss-types that I profiled, but didn’t get to visit, is Renishaw. Unfortunately, my schedule at the time precluded a trip to the metrology company’s Stonehouse manufacturing facility in Gloucestershire, England. That said, a few phone chats with Paul Maxted, the principle manufacturing engineer at Stonehouse, still resulted in a solid story. Not surprisingly, the story explained how Renishaw takes advantage of in-process part probing on Swiss-types.
Renishaw has used on-machine probing to help automate setups and maintain process control for prismatic parts produced on VMCs for years. The metrology products maker recently implemented probing strategies that let it achieve similar results on its turn-mills and Swiss-types. The smaller, more economical batch sizes these machines now produce are better aligned with its true production requirements. This story explains their efforts.








