
What Do Manufacturers Really Know About the Surfaces of the Parts They Are Producing?
Knowing only the average roughness may not be enough. Other surface parameters can affect product quality.

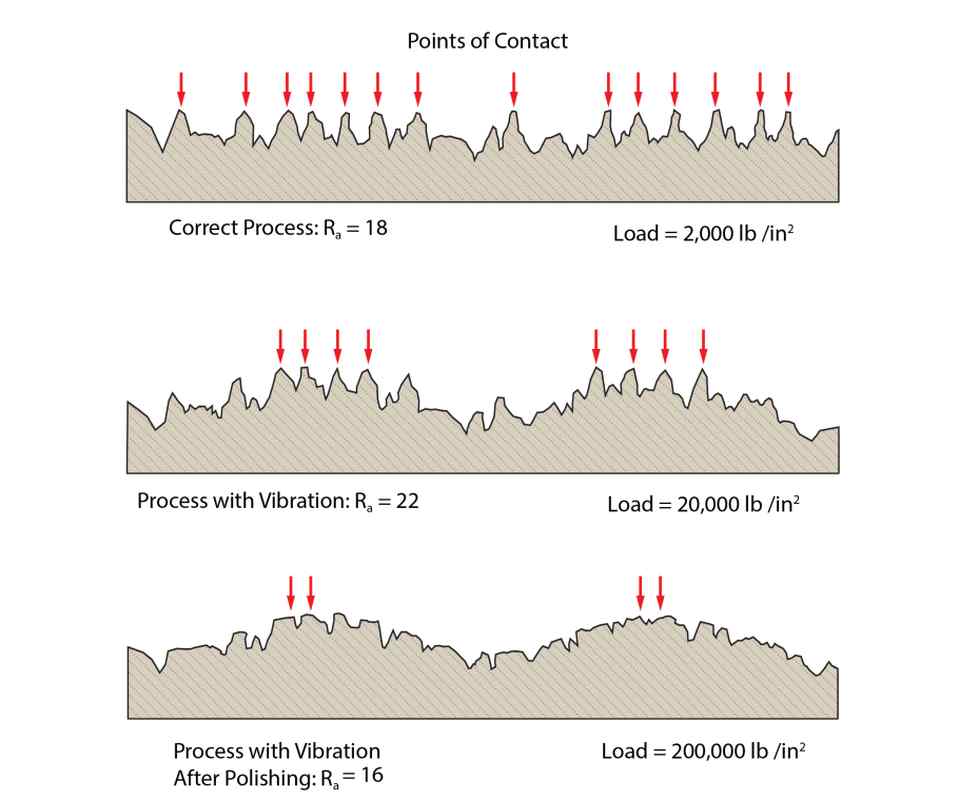
Figure 1: Although adding a polishing operation reduced the Ra to within spec, it reduced the contact area between the journal and bearing, increasing the load. This lead to a 98 percent rejection rate.
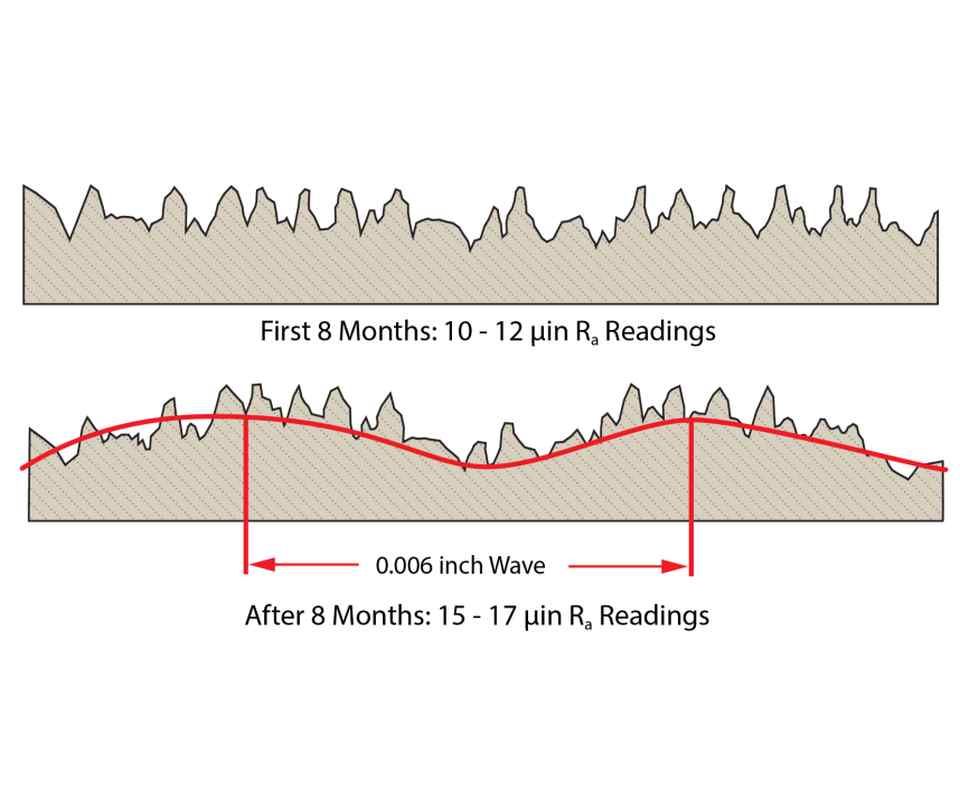
Figure 2: When average roughness in a computer disc grinding application increased by 50 percent in eight months, the company took a profile of the surface, revealing a wave.



By design, averaging systems filter out all surface components except roughness—the pattern of tool marks caused by turning, grinding, milling or other machining processes. However, if manufacturers only know average roughness (Ra), they may not know nearly enough. Other potential surface problems often created during the manufacturing process, such as waviness, may not be revealed. If left undetected, these surface parameters could directly affect product quality.
With today's high production costs and increasing demand for improved product performance and reliability, this is a critical situation. Yet, most workpiece specifications for surface finish still require only average roughness measurement, relying on instruments that don't reveal the true surface characteristics.



The Case of the Cranky Crankshafts
A crankshaft manufacturer was suddenly faced with exploding high-performance engines and many angry customers. A check of the surface roughness on crankshaft journals being machined showed an increase from 18 to 22 microinches on one production line.
After normal corrective procedures failed to get the finish back down to 18 microinches, the manufacturer changed the production process by adding a polishing operation and successfully reducing the average roughness to within specification. The results of this change, however, were disastrous, with the number of rejects jumping from 6 to 98 percent.
Normally, with an 18-microinch average roughness, journal loads were approximately 2,000 pounds per square inch. Profiling showed that the change in roughness readings to 22 microinches was accompanied by lower-frequency waviness, which altered the part geometry. In effect, the normal contact area between the journal and its bearing was significantly reduced, increasing the load to 20,000 pounds per square inch.
Polishing only reduced the contact area, further compounding the problem. The load was then multiplied tenfold, to 200,000 pounds per square inch, causing the crankshafts to crack in less than 200 hours of use. Once discovered, the waviness was traced back to a vibration caused by out-of-round bearings in one of the machine tools on the production line. (See Figure 1.)
The Case of the Compromised Computer Disk
After grinding computer disks using the same process for more than eight months, one manufacturer developed a serious problem. Suddenly, the surface-finish readings (average roughness) dramatically from between 10 to 12 microinches to 15 to 17 microinches, an increase of 50 percent.
Corrective actions, including dressing the grinding wheel, changing the coolant, redressing the wheel and changing the grit, did nothing to remedy the situation. Eventually, a profile of the surface was taken, revealing the problem: a wave measuring 0.006 inch, peak-to-peak. (See Figure 2.)
After extensive investigation, the company determined the cause to be an eccentric shaft in a large air conditioning unit on the roof that vibrated the plant structure as well as the machinery. Such a low-frequency vibration from outside the grinding process was not detected with average roughness equipment.
The Moral of the Stories
While it has a lot of value for qualifying surfaces, the Ra parameter has shown to be a compromised parameter in many cases. Problems, especially with fine surfaces, arise when manufacturers measure only the Ra without having a full understanding of its limitations and the proper selection of cutoff. Most of these problems are easily solved after making a profile of the surface.
Modern surface-finish-measurement equipment can provide a total picture of the surface, extracting each component of a surface profile for individual and comparative analysis. It can separate higher-frequency surface roughness from lower-frequency waviness to detect reasons for any changes in microinch finish during the manufacturing process.
The ability to record and examine total profile of a surface and analyze any of its components can help a manufacturer establish and maintain surface tolerances critical to product performance. Today, achieving optimum surface finish is more than desirable; it is essential.












Related Content

How to Choose the Correct Measuring Tool for Any Application
There are many options to choose from when deciding on a dimensional measurement tool. Consider these application-based factors when selecting a measurement solution.
Read More
Choosing the Correct Gage Type for Groove Inspection
Grooves play a critical functional role for seal rings and retainer rings, so good gaging practices are a must.
Read More
How to Calibrate Gages and Certify Calibration Programs
Tips for establishing and maintaining a regular gage calibration program.
Read More
A Case for Combining Workholding with Optical Scanning
Automotive dies and die inserts are often complex, one-off parts with little room for error. Integrity Tool's investments in modular workholding tools and 3D optical scanning have allowed the company to create niche capabilities for its CNC machined parts.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
