How to Make More Money with Vertical Machining Centers
How profitable your shop will be has everything to do with the machine you buy and how you deploy it.
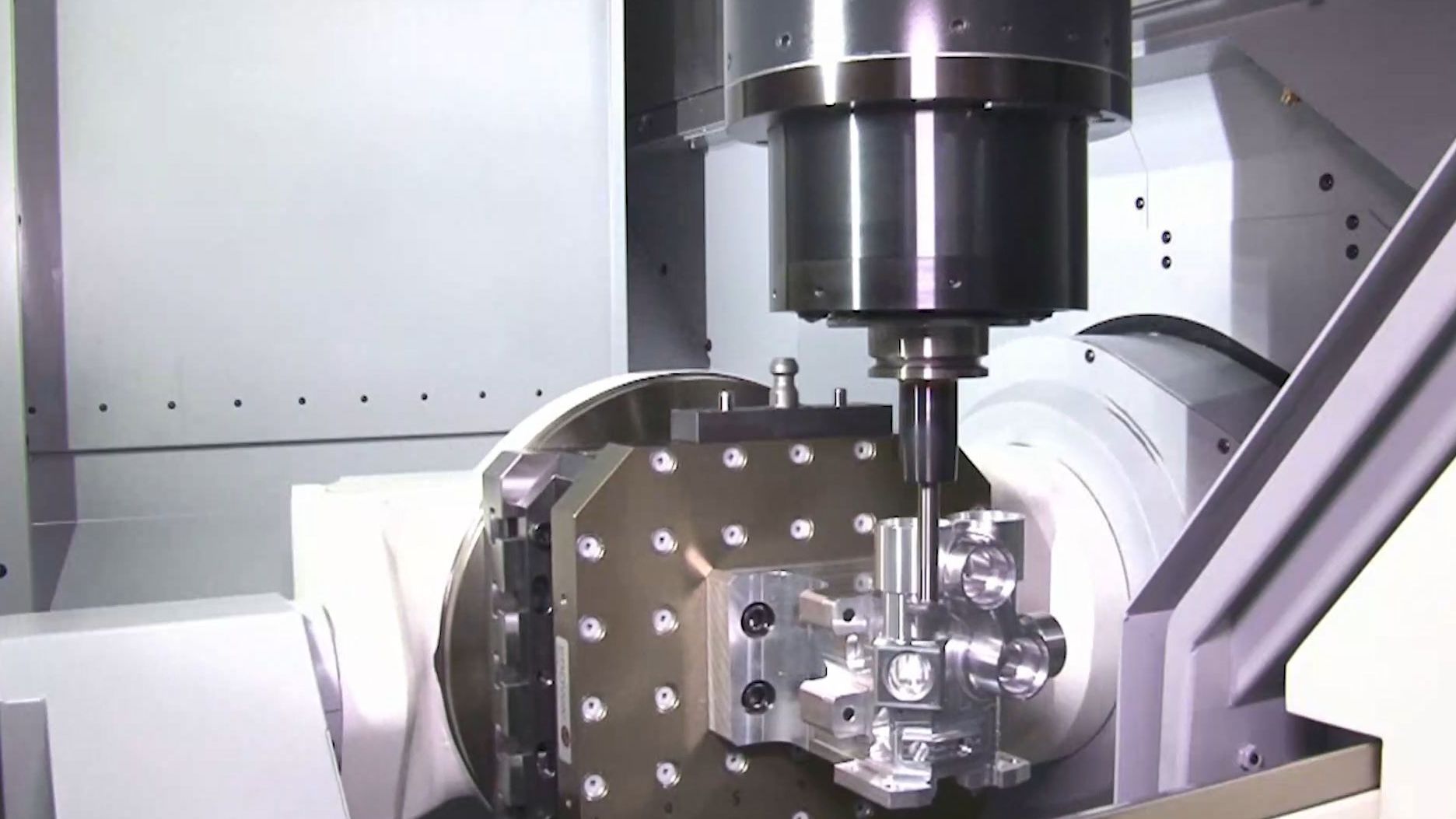
The average VMC (vertical machining center), even when it’s in cycle, isn’t cutting 30% of the time.
Worse, the real cutting, that other 70%, is likely much slower than what’s realistically achievable with today’s technology.
Add all the other time your machine isn’t running—setup, workpiece load/unload, cutting tool maintenance, clearing chips, etc.—and the typical VMC is only making chips 34% of the time.
Multiply all those wasted hours by your shop rate, and that’s what non-cutting time is costing you day after day, year after year.
Leading machine tool builder, Makino, is focused on increasing that cutting time.

Their PS-Series line of vertical machining centers is aimed squarely at solving many of the productivity limitations typically associated with VMCs.
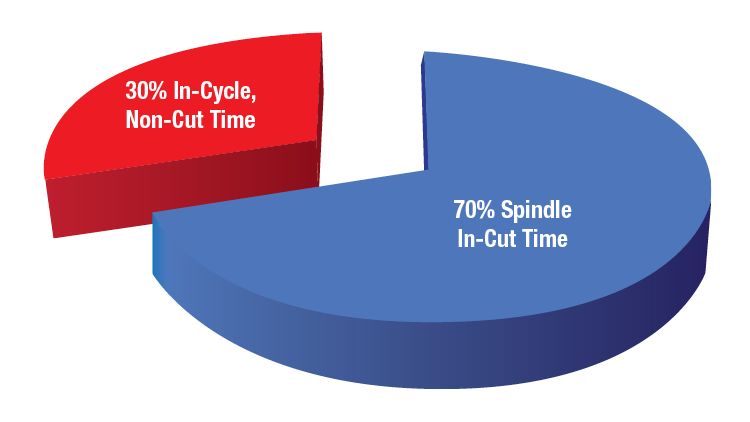
While some may accept those limitations as the cost of doing business, Makino sees a huge opportunity for any shop that has the right kind of equipment.
To get more production out of a vertical machining center, it’s as simple as focusing on two key areas:
- Decrease cycle times: Improve metal removal rates and reducing parasitic non-cutting time.
- Increase spindle utilization: Eliminate unnecessary interruptions to production.
That’s easier said than done, and it may seem even more unlikely when using outdated or under-powered equipment. Here are a few factors to consider that can help you make more money with your current and future VMCs.


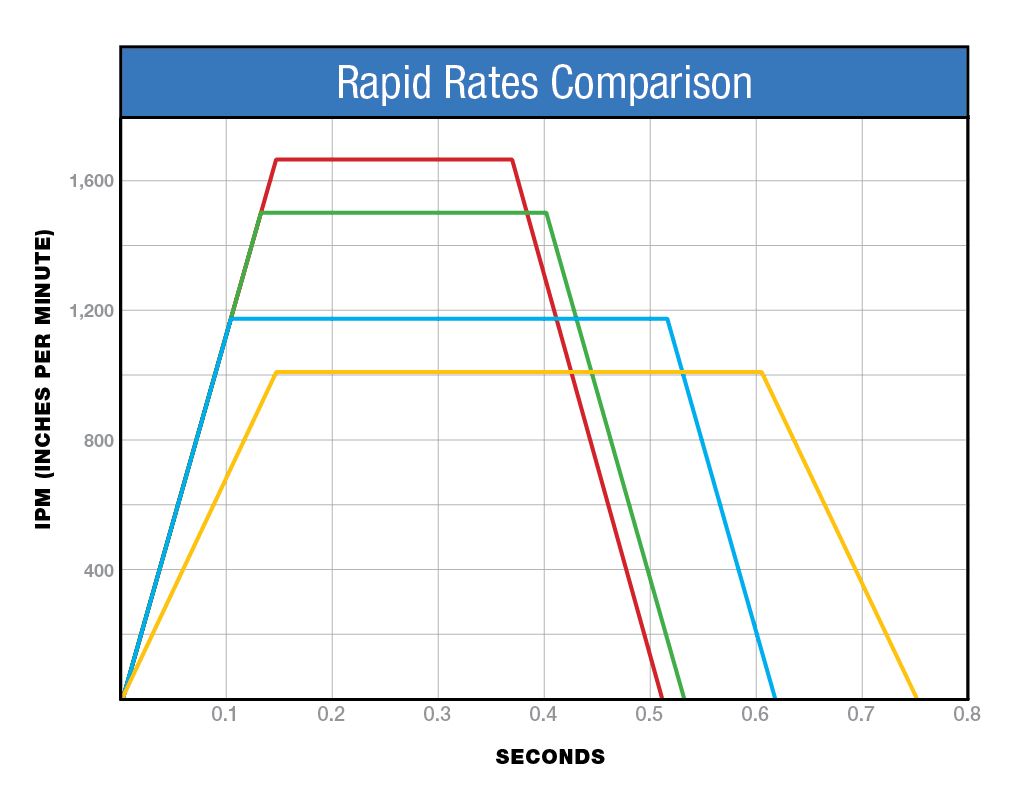
Time required for a 10" move.
Time required for a 10" move.
More Efficient Machining
There are over 250 VMC builders to choose from, and often their spec sheets look pretty much the same. There are, however, a few key factors that really differentiate one machine from another. These include: rapid rates, horsepower and torque.
Time required for a 10" move.
Rapid Rates
In-cycle non-cutting time is mainly comprised of rapid traverse moves and tool changes. The rapid rate is always on the spec sheet, but just as important is the axis acceleration/deceleration rates because they determine how quickly max speed can be achieved. If moves are small, the real rapid rate may not matter at all, but with larger moves (and larger parts) it can indeed be consequential.
The Time Required for a 10" Move shown here includes the profiles of four popular VMCs, all but one of which with similar published rapid rates. However, the top machine performed 30% faster than the slowest over just a 10-inch move. The longer the moves, and the more of them, the bigger that difference becomes.
Likewise, tool change chip-to-chip time can be equally important. Among the four machines in the comparison, the slowest machine takes 29% longer than two of the others.
That’s just working on the average 30% of utilized cycle time. Now, let’s look at the other 70%: the real machining. What you see on a machine tool spec sheet seldom tells the real story about how a VMC will perform across a range of applications. Here are a few other performance indicators to consider:
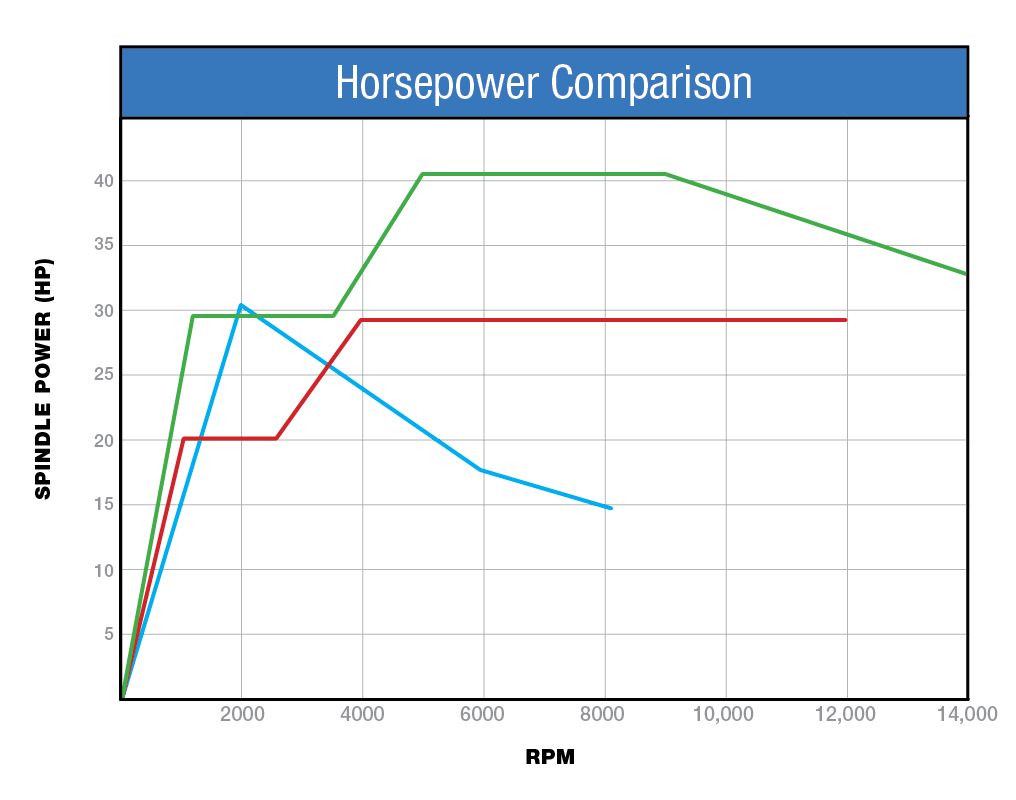
Horsepower
HP is another widely misinterpreted spec, because what really matters is not the one top HP number on the spec sheet, but how much power the machine can generate and maintain across the entire speed range. Here are the horsepower profiles of three similar vertical machining centers. The blue line represents a machine that claims a 30-HP rating but can only achieve that at a single point in its speed range. The red line represents another 30-HP machine, but one that can maintain that HP continuously across most of its speed range. The green line is the Makino PS series of VMCs, which not only maintain higher HP across the speed range, the standard machines also run at higher speeds.
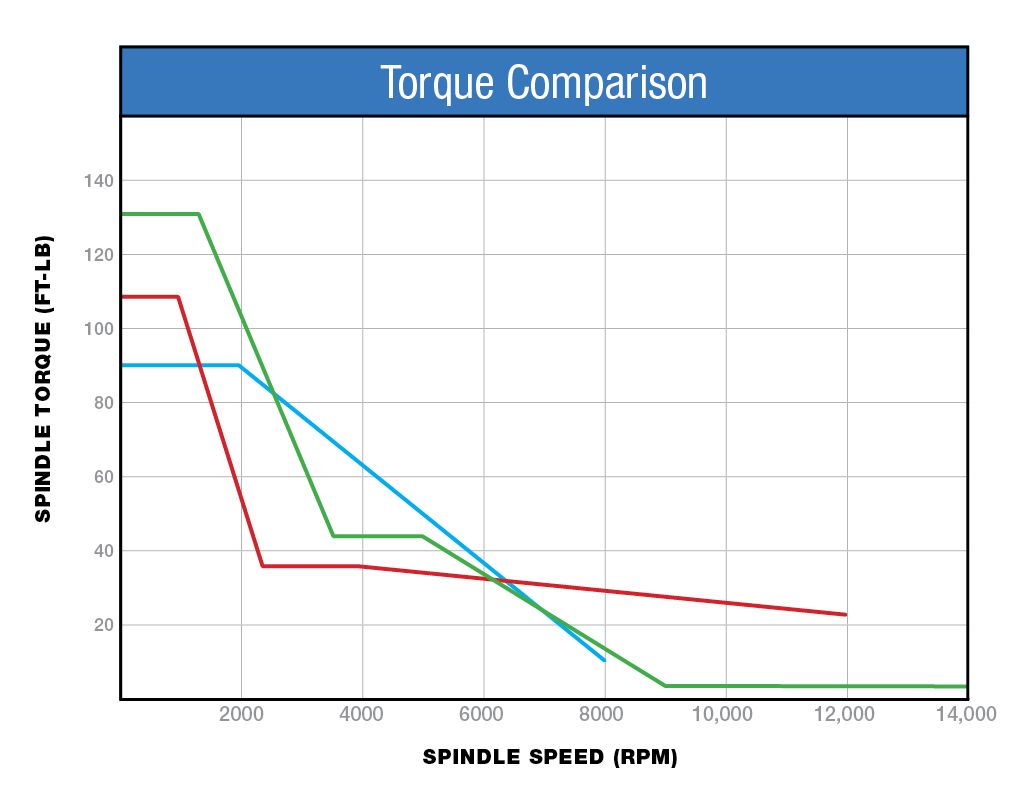
Torque
It’s the same situation with torque. Available torque at slower spindle speeds makes a huge difference in achievable metal removal rates, particularly when hogging metal. Just like in a car, torque becomes less important as spindle speed increases. Here, the machine’s ability to hold accuracy at higher feed rates becomes the critical factor.
Speed
The ability to cut at high spindle speeds isn’t just about metal removal rates. It enables shops to take advantage of some of the enhanced cutting tools that have come out in recent years that are designed for high-speed machining. Moreover, combined with the ability to accurately execute high feed rates, high-speed cutting enables shops to more efficiently generate excellent quality 3D surfaces when required.
A machine’s ability to perform well in all of these aspects—power, torque and speed—is especially critical to a job shop that cuts a wide variety of materials. One day you’re facing off a steel part and want to use as big a cutter as possible; you need torque. The next day, you’re hogging aluminum and need power. Then you move to brass where you need speed. The key is having a VMC that handles all of these requirements.
Put to the Test
This video machining simulation demonstrates how much more productive a vertical machining center can be with more power, torque and speed.
Add it All Up
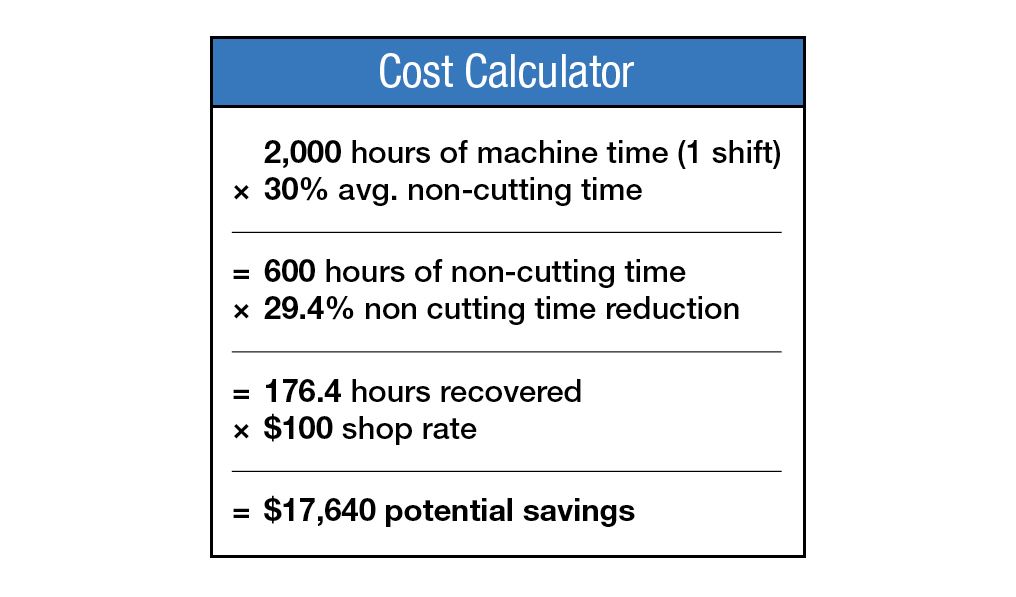
If this all sounds like splitting hairs, look at this calculation:
Consider a shop that runs roughly 2,000 hours of machine time in a single shift at a $100 shop rate. By decreasing non-cutting cycle time by 30%, that shop can return over $17,000 to the business in a year, and across a five-year lease, the return is over $88,000.
Using today’s technology alone it’s possible to cut cycle times in half, especially compared to the way most shops run using more basic equipment.
Applying the same cost calculation as above, cutting the cycle time in half yields $70,000 worth of machining capacity per year.
What's the possible payback for your shop? Use the cost calculator here to determine your potential savings.
Increase Spindle Utilization
Getting more hours a day out of your spindle can be a matter of automation, but there are other aspects of machine design that also have an impact.

Tool Access
On some VMCs, you can access the tool magazine while the machine is in cycle. (Note that machine tool changes are locked out while the access door is open.) This allows regular tool maintenance such as replacing worn tools, loading tools for the next job, and so on with minimal disruption to the machining cycle. When you think about how often and long machines are typically down for these tasks, those minutes really add up. Even at just one hour per week, that’s worth $5,200 in a year. Consider that cost over the total life of the machine.
More tool capacity can also save time in reducing setup and changeover time, or time spent loading redundant tools in order to eliminate a machine stop when a worn tool must be replaced. It will also enable the use of larger tools without sacrifice if you have enough capacity to keep adjacent pockets empty. Higher tool weight capacity is helpful here, as well, to be able to use heavier and/or more versatile combination tools.
Chip and Coolant Management
How often do your operators stop the machining cycle to clear chips off the workpiece or fixture, or to sweep chips down into the chip auger? How do you handle chips once they’re out of the machine?
With properly designed sloped interior surfaces combined with an overhead flood coolant system, the need for manual chip management inside the machine is reduced. Outside the machine, a lift-up chip conveyor with a scraper allows chips to flow directly into drums or other receptacles. That’s important when changing over from one material to another.
No more manually sweeping out the inside of the machine and shoveling out a chip basin before moving on to the next run.
That’s another $5,200.
User-Friendly Ergonomics
The ease with which an operator can perform daily or frequent tasks can have a major impact on how much work gets done over the course of a shift. This can include opportunities for improvements such as: shorter distance to table for setup, overhead access to permit the use of a lift for heavy part or fixture loading, easier access to the spindle for a manual tool change.
With the time savings, as well as the reduction in operator fatigue, there’s easily another $5,200 saved here as well.

To Automate or Not Automate
Should you go buy some robots to automatically load and unload your VMC’s?
Well, for the right kinds of production work, yes. For most shops, however, something more modest is probably in order. Here are some ideas:
Creative Fixturing
There is a time for machining a single part at a time in a vice, but in production work that method crushes productivity. With creative fixturing there are myriad ways to get more out of each machining cycle.
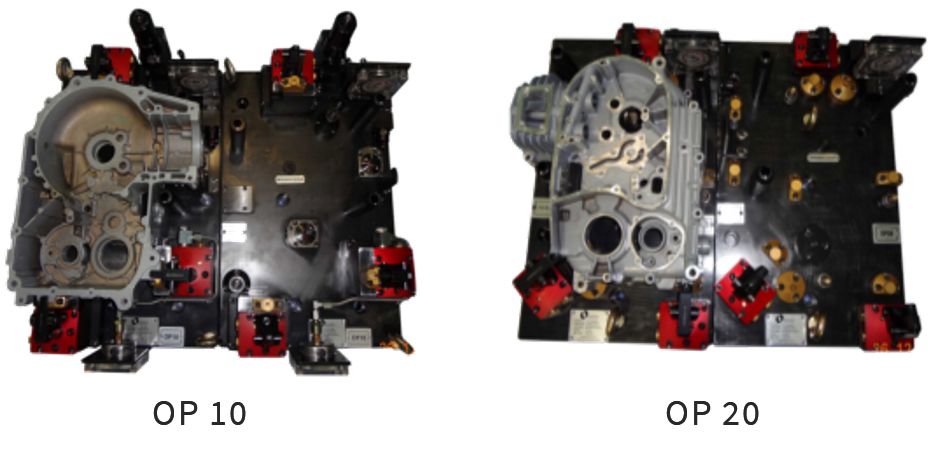
For example, the transmission housing pictured here requires two operations, both of which are set up on the same baseplate. Both parts are machined in a single cycle, after which the OP 10 piece is transferred directly to the OP 20 station. Besides quickly transferring parts, it eliminates tool changes because a single tool can be applied to both parts before changing to the next. Moreover, each machining cycle yields one completed part.
Add a Fourth Axis
A standard rotary table is of limited value on a VMC because it typically won’t provide access to multiple sides of a part. However, a vertical rotary indexer with a tailstock provides a variety of opportunities to machine multiple sides of a part, or multiple parts, all in a single setup.
The indexer provides angular access to holes and other features, much the same way that a 3+2 five-axis machining center does. Being able to machine multiple features on multiple parts in a single setup also improves quality, and most certainly improves machine productivity.
While this may sound like a part programming nightmare, multi-part machining functionality is now very common in CAM systems. Moreover, the fixture location only needs to be established in the VMC’s workpiece offsets once, which then covers every part in the setup.
Consider a Pallet Changer
One of the major reasons horizontal machining centers are so productive is that workpiece loading/unloading is external to the process except for the few seconds it takes to index from one pallet to the other. You can get the same benefit on a vertical, plus all the advantages of multiple part machining, if the VMC is adaptable to this form of automation.
Third-party pallet changers can be procured from companies such as Midaco, which makes manual and automatic versions, or Erowa, which is aimed more at smaller more complicated parts, such as EDM electrodes.
Naturally, this form of automation is going to require some additional investment, typically somewhere between $20,000 to $40,000. But by eliminating the vast majority of working load/unload time, as well as the ability to run completely unattended, this technology can easily justify itself for the right kinds of work.
Ultimately, one VMC platform can truly transform your expectations for job shop productivity.
It's time to seriously re-evaluate your vertical machining capacity and stop settling for parasitic non-cutting time. By simply taking a closer look at productivity factors such as rapid rates, speed and er, you can reduce non-cut times, reduce production costs and gain access to thousands in potential savings.
Considering these productivity gains, what could thousands in savings mean to your shop? Visit Makino for more information.