Tool Management Drives Process Standardization
From incoming order to final delivery, this aerospace component manufacturer strives to eliminate process variables. Airtight control of cutting tool inventory is critical to that effort.


Tom Bohnet (left), company president, and his son Brad Bohnet (right), project manager, say implementing the company’s new tool management system would have been impossible without a dedicated team, a close supplier partner and flexible software.

Although “flexible machining system” is an apt descriptor for any of Applied Engineering’s seven automated lines of HMCs, these systems’ success depends as much on process consistency as versatility.

Applied Engineering specializes in complex aerospace components like this. Machined from 6061 aluminum alloy in lot sizes of 20, the part requires tolerances of ±0.0004 inch.
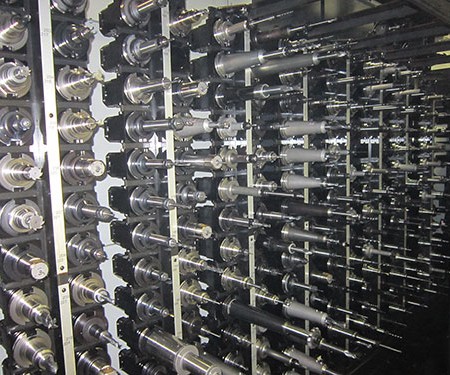
Control of cutting tool inventory is particularly critical given that each machine’s tool magazine has more than 200 individual stations.

Tool changers like Andre Mondragon, shown here, must enter key performance information about each worn or broken tool at the Robocrib interface before retrieving a new one.

The company had to modify some of these fields to collect the necessary information, most notably “tool number or work center,” a 7-digit code that identifies each tool as a unique entity.

Toolholders are now tracked throughout the shop via passive RFID tags.

Every six months, holders that haven’t been used recently are moved back to the front of inventory for reuse. In addition to providing significant cost savings, this recertification and recycling system contributes to standardization by providing a mechanism for breaking down tool assemblies that had been relieved, extended or otherwise modified for certain jobs.
Share
If getting an important part out the door on time requires scrapping a few cutting tools, so be it.
Until recently, that was the mindset of most shopfloor personnel at aerospace manufacturer Applied Engineering, and it might seem understandable in an urgent situation. But however well-intentioned, such an attitude can create problems for an operation that depends on a series of flexible machining cells comprising a total of 29 HMCs, each with a tool magazine containing upwards of 200 individual cutters. Although a system was in place for determining who took what tool and when, general lack of accountability for what happened afterward led to increased consumable costs and process variations that customers increasingly viewed as unacceptable.



Today, things are very different. The shop’s new system—one marked by rigorous, top-down control of the tool crib—has proven essential to enforcing adherence to the same, proven set of procedures for completing any given task. “Our experience really drove home the fact that producing quality parts requires a consistent process,” says project manager Brad Bohnet, who helped spearhead the transition. “If you control your inputs, you can achieve predictable outputs.”
The new system improves process consistency in three ways: ensuring every new tool is identical to the one it replaced, calling attention to potential problems and limiting tool changes. He says the results have been a 62-percent reduction in scrap and an 18-percent reduction in tool costs during a yearlong period in which machine hours climbed 28 percent.
Attaining these capabilities was a roughly five-year endeavor that began with efforts to gain insight into tool performance and culminated in customizing the software that drives the company’s Robocrib, an industrial vending system from Autocrib (Santa Ana, California). Understanding the evolution of this approach requires an understanding of why standardization is so critical to the company’s production strategy.
Standardizing Flexibility
Perhaps the most striking aspect of Applied Engineering’s 92,000-square-foot facility in Yankton, South Dakota is the extent to which the operation is automated. The long lines of Makino HMCs that dominate the place are serviced by rail-guided pallet shuttles and just one or two employees apiece. Each pallet-mounted tomb-stone is fully outfitted with dedicated fixtures and might move through multiple machines, each of which might perform a different operation on a different part. With each machine operating nearly 140 hours per week, a given line might churn out parts for as many as 12 jobs per day, all from aluminum. Seven of these four- to five-machine cells make the company well-equipped to handle fluctuating demand for a variety of aerospace, communication and navigation system components in typical lot sizes of 15 to 25.
Beneath the surface, however, success depends as much on consistency as versatility. For example, even if a proven machining routine always proceeds the same way once the part enters an HMC’s workzone, minute variances might occur from shift to shift based on something as seemingly insignificant as the order in which individual setup personnel tighten fixture screws, Mr. Bohnet says. That’s why every job is accompanied by a set of work instructions with extensive written and photographic documentation of every procedure and production resource needed to produce a good part.
These detailed work instructions represent one of many standardization reforms the company has made during the past few years. Driven at first by customer demand for more detailed process documentation, these efforts took on new momentum as production became increasingly streamlined. The lesson was that success depends on an effective, proven system, and when something goes wrong, the system is the only thing to blame. For example, strict instructions for part loading not only improved quality, but also absolved setup personnel from responsibility for most production problems. That, in turn, helped identify other areas in need of improvement. “There’s a lean manufacturing analogy that describes how when you lower the water in a stream, you see more of the rocks,” Mr. Bohnet says. “That’s exactly what’s been going on here at Applied Engineering.”
The Biggest Boulder
When standardization efforts picked up around 2010, nonconformance reports revealed tool issues to be the largest rock by far in Mr. Bohnet’s proverbial stream. That revelation wasn’t a surprise to him or the rest of the company’s tool management team. The company’s Robocrib vending unit had been providing traceability and inventory control benefits for years, but that system offered no insight into why some cutters broke repeatedly and others were wildly inconsistent, among other issues. Seeking answers, the team began sorting through every last piece of carbide that came out of the 29 Makinos to record how long each tool lasted, why it was changed, and the machine and part number.
For the next two years, they spent two hours a day collecting this information and compiling it into an Excel spreadsheet. The work was tedious, but the trends that emerged from the data made it all worth it, Mr. Bohnet says. Recognizing the promise of deeper insight into tool performance for process planning and troubleshooting, the team took steps to automate data collection in 2010. This involved working with DGI Supply (Wheeling, Illinois), an arm of the DoAll Company and Applied Engineering’s integrated tool supplier, to modify the Robocrib’s default data input fields and collect the information at every transaction.
Before long, the team’s vision for tool management had expanded far beyond collecting data. They also wanted to put that data to work. Doing so would involve two more years of extensive collaboration with DGI Supply to juggle the input fields again, among other modifications. What they had in mind required a level of specialization that the Robocrib doesn’t offer out-of-the-box. But Mr. Bohnet says that achieving the company’s goals would have been impossible if the unit’s software wasn’t flexible enough to apply to purposes outside its original design intent. That is, the necessary capabilities were already there, they just needed some coaxing—and help from a close supplier partner—to come out.
Locking the List
Of all the modified data fields that employees must fill out about an old tool prior to replacing it, one is particularly critical to the culmination of the company’s efforts—what Mr. Bohnet calls the “locked-down” tool list. “Tool number or workstation” accepts a seven-digit code that identifies each cutter according to its characteristics and the machine in which it’s used. Consider the hypothetical example of tool 253t117. This refers to tool number 117 in the third machine of the fifth FMS line (the initial “2” indicates that the tool belongs in the FMS area for accounting purposes). Calling up that number reveals that this particular tool is a three-flute, 1/2-inch end mill with a flat. It also reveals the tool’s entire history. Most importantly, 253t117 is tracked separately from any other tool on any machine, even if the other cutter is identical in every respect.
Treating each tool as a unique entity is key to the two constraints that make the system tick, Mr. Bohnet says. First, when tool 253t117 breaks or wears and an employee goes to replace it, the Robocrib restricts access to everything but that exact tool. This contributes to process consistency by ensuring that any operation calling for tool 253t117 will actually employ the same 1/2-inch, three-flute end mill that the programmer intended.
Second, the employee can retrieve only so many of that tool during a set period of time without getting approval. For example, if the restriction on 253t117 is two tools in 10 days, obtaining a third during that timeframe requires an override from a supervisor. Based on a tool’s historic performance data, this constraint improves processes by identifying potentially chronic problems that might otherwise go undetected. It also reduces the number of tool changes—and by extension, the potential for variation, even if that variation amounts only to slight differences in the grind between two tools that are both within tolerance.
Since the company implemented the locked-down tool list last August, weekly tool expenditures have not only decreased $2,000, but have also been more consistent. Meanwhile, scrap continues to plummet, and the company is well on its way to reaching its goal of only 50 defective parts per million, Mr. Bohnet says.
A Different Approach
On the surface, both of the constraints at the heart of the new system might seem familiar to any manufacturer with a standard Robocrib, which is perfectly capable of setting limits based on item type and quantity-over-time. The difference is that the standard system bases such restrictions not on individual tool numbers, but on job numbers. That wouldn’t work for Applied Engineering, Mr. Bohnet says. Primarily, that’s because a tool like 253t117 might see six or seven different part numbers in any given day, and restarting the constraint for each job would defeat the purpose.
Just as the system would never work without basing constraints on tool numbers rather than job numbers, it also depends on the company’s exhaustive data on cutting tool performance. That’s because the quantity-over-time constraint for each tool is based on how that tool is expected to perform. Key to the constraint’s effectiveness, Mr. Bohnet says, is striking a happy medium between calling attention to potential problems and causing unnecessary production delays. So, returning to the example of 253t117, the 10-day period is toward the lower end of the tool’s expected life, and allowing two tools within that timeframe leaves wiggle room for unforeseen difficulties. “The idea is to use the worst-case scenario to determine the minimum number of tools to go through before flagging the supervisor,” he explains.
Completing the Crib
Although Applied Engineering had come a long way with its new approach to tool management, one persistent problem prevented the locked-down tool list from realizing its full potential. Mr. Bohnet explains that jobs sometimes require extending a tool from its holder to reach a part feature or relieving it to avoid hitting a sidewall. Previously, the only option was to make the adjustment and update the tool’s Robocrib entry to reflect it. The problem was, that job might not recur for months or even years, if ever. In the meantime, the tool stayed in the machine, and programmers calling on it again often had to alter cutting parameters because of the modifications.
As it turned out, the solution had already arrived. At the same time that DGI Supply was helping modify the Robocrib, it was also working with Applied to implement another new system: Autocrib’s Intelliport, an employee-ID-controlled entryway to the tool crib with built-in RFID tracking. This system was initially installed to provide traceability and automatic purchase order generation for toolholders. It also facilitated the development of a toolholder recertification and recycling program that dramatically reduced the need to order new toolholders. Before long, however, it became apparent that this program could help alleviate problems with the modified tools as well.
Mr. Bohnet explains that the Intelliport system enables entering any relieved or extended tool assembly into the system as a special rather than a standard tool. Then, that tool can be RFID-tagged and placed back in the tool crib when the job is complete. That’s where the recertification program kicks in. Every six months, the Intelliport system runs a “slow or dead inventory” report to identify tool assemblies that haven’t been used in that time period. These holders are inspected to ensure they meet specification, then broken down and cycled back into inventory if they won’t be needed in the near future. By providing a mechanism for removing the modified assemblies from the shop floor, this program served to improve processes while also saving $230,000 last year by recycling used inventory.
Rocks in the Stream
Applied Engineering continues to tweak its tooling practices in search of new efficiencies. A prime example is a project that involves comparing the number of tool changes individual employees perform with the number of problems associated with those tools. The idea is not to penalize employees, but to examine the differences between the best and worst outcomes and develop standardized procedures accordingly. And by the time this article is published, the company will likely have made significant strides in its efforts to make the first 60 tool numbers in every machine identical, thereby enabling any part program to run on any machine. These are just a few of many examples of how one improvement exposes the potential for another, an ongoing trend at this forward-thinking manufacturer that shows no sign of abating.
Related Content

10 Tips for Titanium
Simple process considerations can increase your productivity in milling titanium alloys.
Read More
New Machining Technology Works With Old to Restore WWII Submarine
A set of donated boring bars that can be used in a 1954 boring head will enable volunteer machinists to recreate a pair of binoculars for the USS Pampanito.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
Buying a Lathe: The Basics
Lathes represent some of the oldest machining technology, but it’s still helpful to remember the basics when considering the purchase of a new turning machine.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More