
Hardware for High Metal Removal Rates
Spindle power and shrink-fit toolholding are two assets this shop seeks to use to the extremes of their capabilities.
.jpg;width=70;height=70;mode=crop;format=webp)
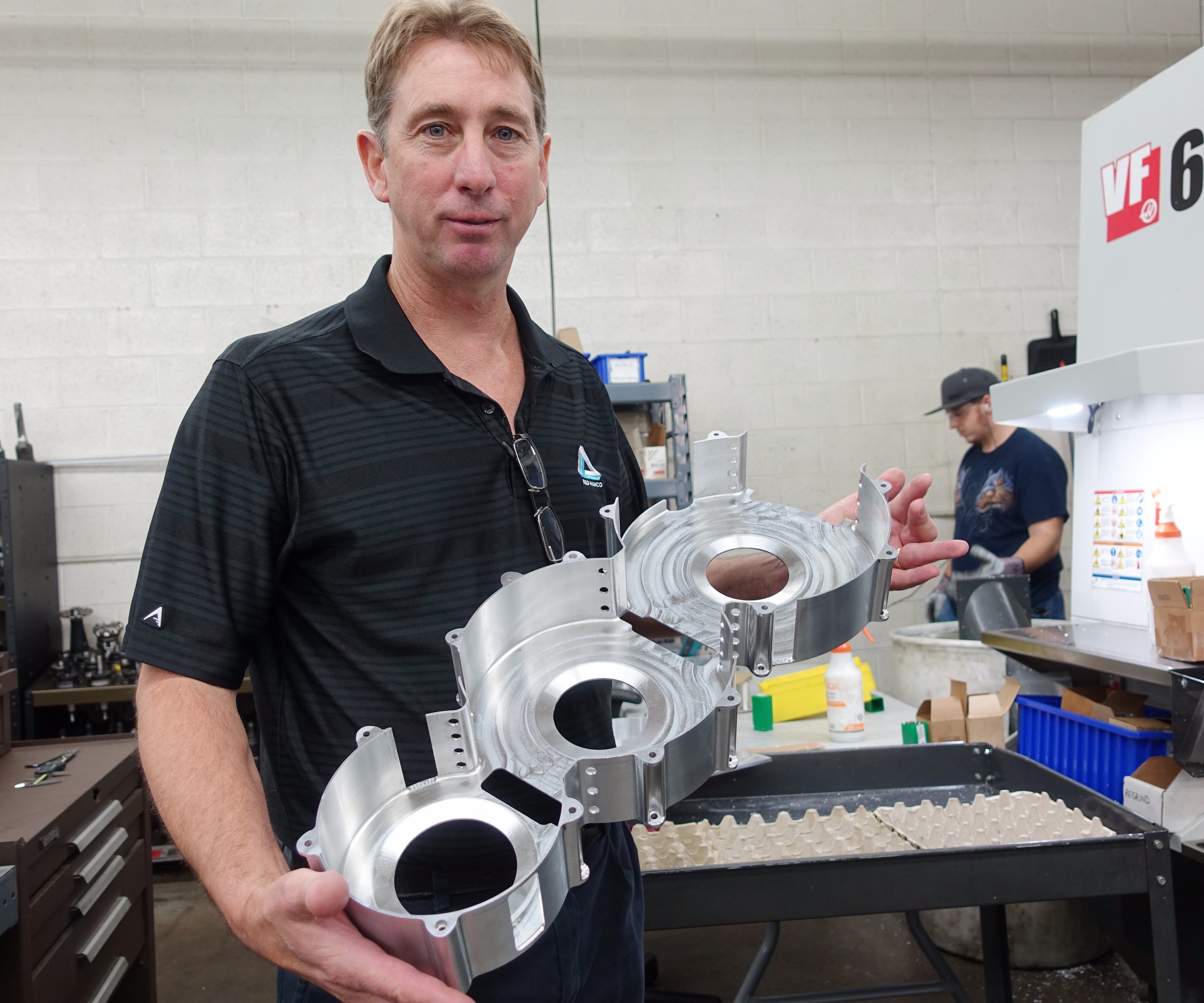
General manager Kevin Beach shows the “three ball,” a 4-pound part hogged out of 80 pounds of aluminum stock. A 50-taper machine running aggressively in milling this part (often at 110 percent of spindle load) has enabled its op. 1 cycle time to be brought down from more than eight hours to less than three hours.

Shrink-fit tooling is one of the enablers for this aggressive cutting. Shrink-fit provides for concentric holding of the tool, and a secure hold with high force.
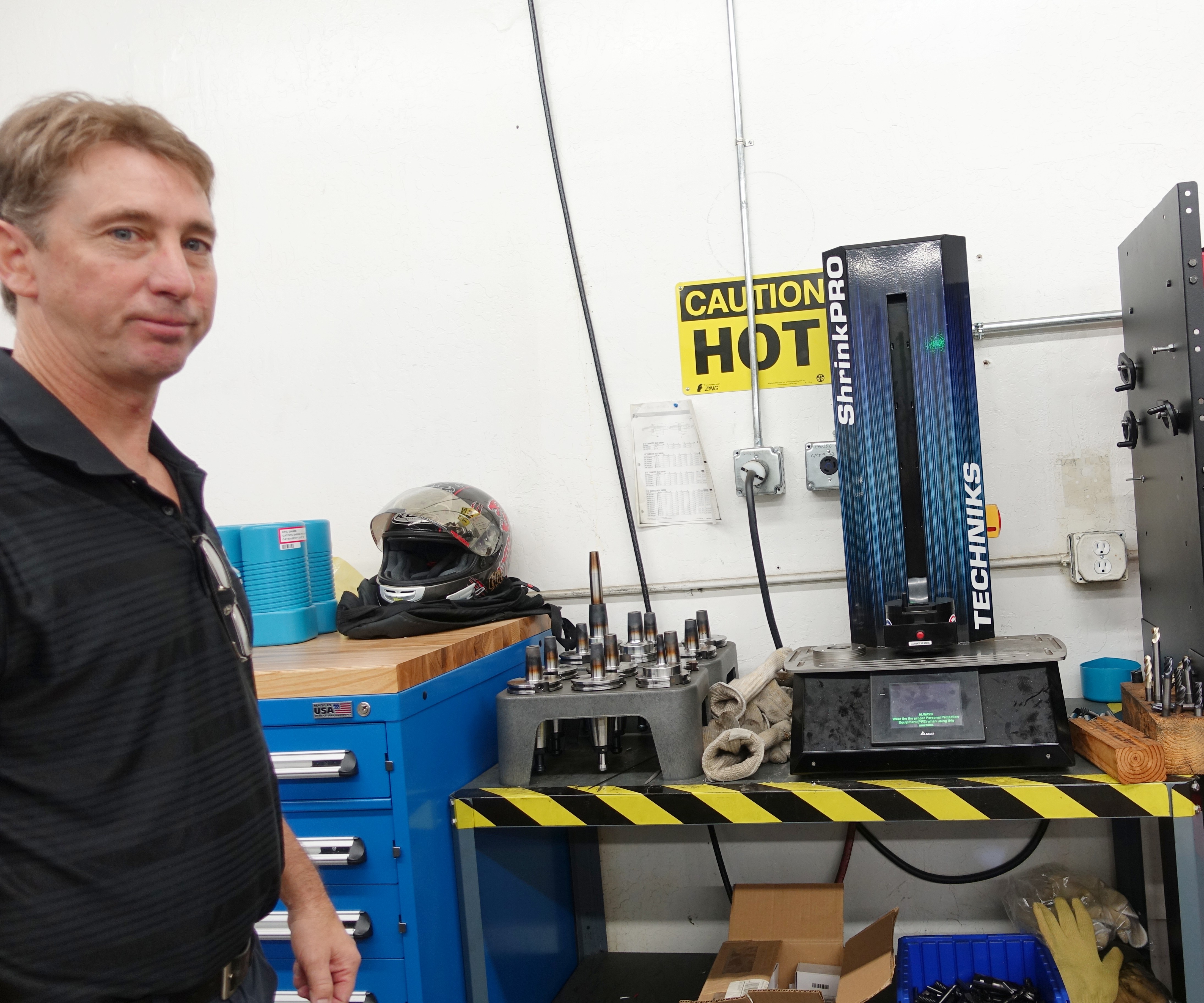
Mr. Beach says the challenge with shrink-fit is adapting to what it lets the process do. “You have to get used to how far you can now push the metal removal rate.”



The January issue of Modern Machine Shop describes R&D Manco’s ongoing shift from machining castings to greater machining of hogouts. This shop’s success teaches valuable lessons in consolidating more of a customer’s supply chain into a single shop. The article focuses on the company culture and digital systems, such as machine monitoring, for realizing the potential cost and lead-time savings from the consolidated work.
However, it’s also worthwhile to consider the hardware of making those hogouts. Five-axis machining is a vital capability for hogout machining. Milling precise contours permits the machining of complex aircraft-fuel-system parts from a bar or block that were once made via casting. The combination of careful attention given to CAM programming and expert machinists proposing refinements to machining programs based on performance at the machine enables intricate forms to be hogged out both rapidly and precisely.



Perhaps counterintuitively, R&D Manco also uses 50-taper machining centers for hogouts milled from titanium and aluminum. The latter would seem not to require the power that these machines can bring. Yet the challenge of many aluminum hogouts in aerospace is the amount of metal that has to be removed. General manager Kevin Beach says a mistake the company made in the past was relying on speed to cut aluminum, cutting with 15,000-rpm spindles, but failing to push the power limits of these spindles at the same time to achieve the kind of metal removal rate that aluminum makes possible. Today, the spindles offering this speed on the 50-taper machines are routinely run at 110 percent of spindle load capacity to minimize the cycle time of aluminum parts.
One part illustrating an example of the savings this can bring is called the “three ball” (see photo). This part begins as an 80-pound block, which is then reduced to 10 pounds after the first operation. The second operation then completes this part, bringing it down to just 4 pounds. In the past, a cycle time of more than eight hours was accepted for that first machining operation in which most of the stock is removed. Today, through aggressive milling, this cycle time has been brought down to two hours and 43 minutes.
Mr. Beach says shrink-fit tooling is one of the enablers for this type of cutting. Shrink-fit provides for concentric holding of the tool, and a secure hold with high force. The challenge with shrink-fit is adapting to what it lets the process do, he says. “You have to get used to how far you can now push metal removal rate,” he says. A metal removal rate that once would have been considered dangerously extreme with a conventional toolholder can become commonplace when shrink-fit is applied. Something similar is true of tool length. He says, “How much tool overhang you can now accept and still have a stable cut—this tool L:D takes some getting used to as well.”
Related Content
-
YCM Alliance Hits IMTS
YCM Technology has joined with other like-minded machine tool manufacturers to take a solutions-based approach to manufacturing.
-
How to Accelerate Robotic Deburring & Automated Material Removal
Pairing automation with air-driven motors that push cutting tool speeds up to 65,000 RPM with no duty cycle can dramatically improve throughput and improve finishing.








