
Kennametal End Mill's Rippled Relief Improves Coolant Flow
Kennametal’s HARVI I TE four-flute ballnose end mill features a proprietary relief that improves coolant flow and milling versatility.




Kennametal says it designed its HARVI I TE four-flute ballnose end mill for highly productive 3D roughing and finishing operations, where the tool delivers lower machining cost through maximum metal removal in a broad range of materials.
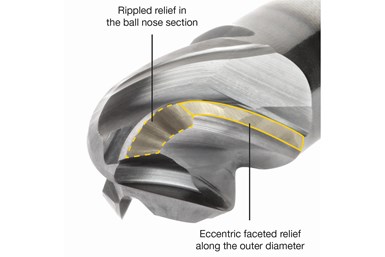
Kennametal is particularly proud of the HARVI I TE ballnose end mill’s proprietary relief. A wavy contour shapes the rippled relief in the ballnose section, providing improved coolant flow into the cutting zone. The rippled relief enables higher feeds and speeds as well as increased depth of cuts through advanced vibration damping and lower cutting forces.



The relief changes its shape on the outer diameter, turning into an eccentric faceted relief. The eccentric faceted relief bolsters edge strength and geometric accuracy while lowering cutting forces to increase the end mill series’ versatility.
Kennametal has also included square-end geometry advancements like a twisted end face, chip gashing, and a variable helix angle with this new solid carbide end mill.
The HARVI I TE ballnose end mill is available in two different lengths, both with a diameter range from 2 to 20 mm (1/16" to 1"). Kennametal recommends the regular length for everyday 3D copy milling operations, while noting the long version offers sufficient length-of-cut (up to four times the diameter) for many applications, including applications which require shoulder milling for wall and floor finishing.
Related Content
-
Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.
-
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
-
How to Tackle Tough Angled Pocket Milling With Two Tools
Milling a deep pocket with a tight corner radius comes with unique challenges, but using both a flat bottom drill and a necked-down finishing tool can help.








