
Walter USA's G3051-P Arranges Inserts for Efficient Grooving Along Shoulders
Walter USA’s G3051-P grooving system, designed for grooving along shoulders, uses MX22-2L/R indexable inserts inclined by 3 degrees in the insert pocket.




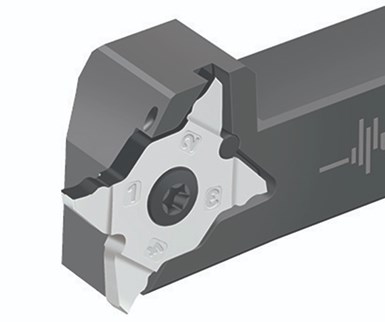
Walter USA’s G3051-P grooving system uses MX22-2L/R indexable inserts inclined by 3 degrees to enable deep grooving operations along the shoulder. The four-edged MX inserts are available with Walter’s GD8 and VG8 geometries.
The GD8 geometry was developed for grooving along shoulders and grooving large diameters without interference of the insert with the finished workpiece. The VG8 geometry was designed for finishing operations behind a collar. The company says that its narrow shape reduces space requirements and saves material in mass production when compared to V-style ISO turning inserts.
The G3051-P grooving system can be used on CNC lathes and multi-spindle machines as well as automatic lathes. These holders, available in shank sizes of 0.625" to 1.0" and 12 to 25 mm, are designed with Walter’s precision cooling feature. The holders enable cutting depths ranging to 0.197" (5 mm), with insert widths ranging from 0.059" 0.118" (1.5 to 3 mm). The technology is particularly suited to high-volume production of smaller components, such as camshafts in the automotive industry and precision parts in the medical device industry.
The MX inserts’ large contact surfaces and dowel pin location contribute to stability, precision and indexing accuracy. The tangential arrangement of the grooving inserts is said to provide flatness and promote good surface quality.
Related Content
-
New Modular Tool Options for Small Spindle Milling
Tooling options have been limited for small spindle milling applications. Now modular, indexable systems are available that provide broad flexibility to get the right cutter for the job with less inventory and at lower cost.
-
Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
-
Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.








