
Walter Cermet Turning Inserts Boost Stability
Walter’s indexable cermet turning inserts use the company’s FP2 geometry to reduce vibration, produce stronger corners and enhance surface finish.




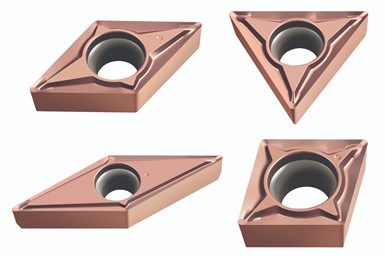
Indexable cermet turning inserts from Walter specialize in applications requiring a soft cut and high precision. The inserts achieve this balance of performance through FP2 geometry, which is a high positive (18-degree) rake angle geometry with soft hone that reduces cutting forces and vibration tendency. The inserts also extend tool life through WEP10C-coated cermet grade with multilayer TiCN TiAlN PVD coating and fine cermet micro grain. Walter says this combination of edge preparation and grade promotes dimensional stability over long periods of time, boosting productivity in mass production.
Walter’s FP2 geometry uses “minus tolerance” or “maximum corner radius” tolerance to present what the company says is a stronger corner radius than a standard ISO/ANSI corner radius. For example, machining a shoulder with a 0.0157" corner radius usually requires an ANSI-0.5 corner radius (0.0078"). With the FP2 geometry, however, machinists can use a 1M tolerance (equivalent of ANSI 0.0157" but 0.0146"+/-0.0008" tolerance corner radius). In addition to machining the same feature, the FP2’s corner radius also boosts tool life and surface finish. Walter recommends WEP10C cermet inserts for finishing thin-walled components, components with small diameters, long components and components with unstable clamping, as well as for fine boring applications.
Related Content
-
New Machining Technology Works With Old to Restore WWII Submarine
A set of donated boring bars that can be used in a 1954 boring head will enable volunteer machinists to recreate a pair of binoculars for the USS Pampanito.
-
Toolpath Improves Chip Management for Swiss-Type Lathes
This simple change to a Swiss-type turning machine’s toolpath can dramatically improve its ability to manage chips.
-
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.








