
A Significant Cell
Manual loading of heavy housings was this manufacturer’s prime bottleneck. It had limited experience with automated cells, but decided to install a big one. A look at the manufacturer’s $13 million cell reveals an intriguing layout and blend of technologies.
.jpg;width=70;height=70;mode=crop;format=webp)

Gantry robots shown in this image and the following one pick castings from bins to feed this cell’s six inner machine-tending robots.
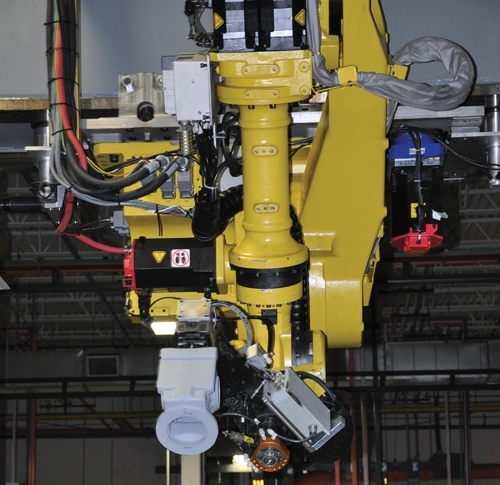

A laser sensor allows this robot to determine a housing’s location within a bin.

Expanding, tiered grippers shown in the top image allow the robot to pick gearboxes of various sizes.

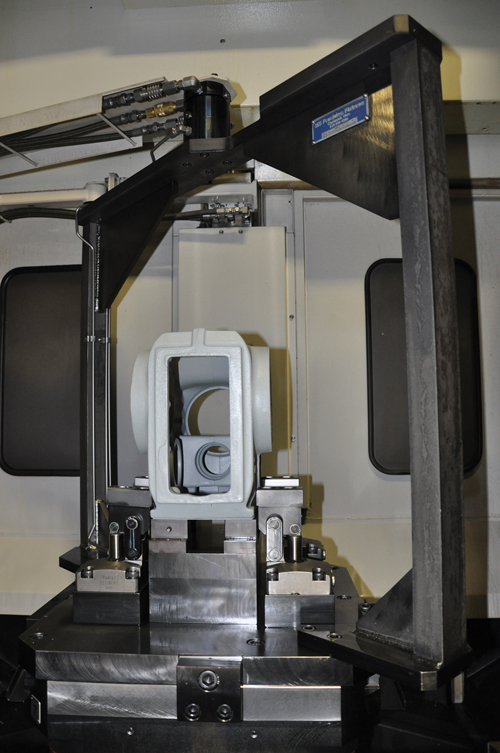
Conveyors receive new housing workpieces from the outer gantry robots and transport them inside the cell to the machine-tending robots. A variety of processes and technologies are found inside the cell, such as vision sensing, parts washing and CMM inspection. Outbound conveyors deliver completed housings back to the gantry robots for storage in finished-parts bins.

Elements of the cell were chosen to simplify maintenance routines for the sole cell attendant. Machine ways and ballscrews can be easily lubricated using pump units from Lube USA…
…and quick-change couplings make it easy to disconnect hydraulic lines in the event that a fixture must be removed.

Automation at SEW will not stop with the complex 12-machine cell. The company is currently adding a pallet pool system to this line of HMCs so the machines’ operator no longer has to load and unload heavy workpieces. Fixturing will be upgraded, too, when the automation system is integrated.



Part sensing via laser and vision systems plays a critical role in the automated machining of SEW Eurodrive’s hefty gearbox housings. This video shows how these advanced technologies are applied in the company’s big new cell.
Melvin Story is an engineering technician at SEW Eurodrive who’s been refining machining operations for gearbox housings since coming aboard in 1989. Over the years, he and others at the gearbox manufacturer’s Lyman, South Carolina facility have worked hard to minimize cycle times for the drilling, boring, facing and grooving operations performed on housing castings. They’ve succeeded, thanks in part to SEW’s willingness to integrate advanced technologies into its machining processes. Management realizes that adopting equipment that enables high speed, accuracy and durability pays off in the long run with improved machining efficiency and effectiveness.
Despite these gains, manual loading of castings that weigh hundreds of pounds continued to be an obstacle to more substantial throughput improvements. Although operators used cranes to move bulky castings to and from fixtures, the machine loading process remained both time consuming and physically taxing.



The housing department at SEW had no experience with machine-tending robots, but it was clear that an automated process was needed to open that production bottleneck. So in early 2006, the company embarked on an ambitious $13 million automation project to achieve the significant throughput improvements it wanted. Mr. Story, who led the project along with maintenance supervisor David Turner, says the biggest challenge was choreographing all the necessary processes to ensure the cell produced quality housings sans human intervention. The cell features an intriguing layout and interesting mix of technologies, and I got a chance to see it in action during a recent visit to SEW’s facility.
Cell Anatomy
The Lyman operation is the U.S. headquarters of Germany-based SEW Eurodrive. Machining and assembly of housings and gear sets for right-angle gearboxes are performed in its 250,000-square-foot facility located 80 or so miles west of Charlotte. The company’s rugged gearboxes are used for precision motion-control applications in a variety of industries.
SEW’s gearbox housings have traditionally been machined on stand-alone, dual-pallet HMCs. The new cell uses those types of machines, too. The original cell design called for eight HMCs (FH-6000 machines from Mazak) but allowed for the addition of four others. In fact, SEW completed the installation of that extra capacity (four Makino a71 units) just prior to my visit late last year.
The heart of the housing cell consists of two opposing rows of HMCs with Fanuc robots positioned between each of the six facing pairs. One machine in each pair performs initial op10 machining duties while the other carries out the op20 work that completes the housings. An outer layer of automation, so to speak, assists in delivering fresh workpieces to the machine-tending robots inside the cell. Two Fanuc gantry robots traverse a rail that spans the length of the cell, picking castings from bins and delivering the castings to conveyors. Those conveyors ultimately present the castings to the cell’s machine-tending robots.
Effectively removing castings from the bins proved to be one of the most challenging aspects of the automation project. Before a robot can grip and remove a casting from a bin, it must first determine the casting’s position. Each bin contains rows of castings resting on sheets of plywood. The robot must know not only a casting’s X-Y location in a row, but also its exact height before gripping it. The height can vary from casting to casting because the plywood might not be completely flat.
Sensors help each gantry robot accurately locate castings before removing them. A laser sensor mounted on the robot determines the X-Y location of a rectangular opening in the casting it is attempting to pick. Once that opening has been located, the robot probes the top of the casting to determine its true Z level. It then positions its grippers inside the opening and expands them to secure and remove the workpiece. The grippers have a tiered design, allowing the robot to handle three different housing sizes. Once a row in a bin is emptied, the robot removes the plywood board and stores it in a rack inside the cell.
Only one gantry robot was needed for the initial eight-machine cell configuration. A second was added when the cell was expanded to 12 machines. As a result, there is a zone in the center that the two robots share. Both robots can travel a bit past the cell centerline, enabling each to tend four pairs of machines by itself if necessary. This may prove helpful in the event that one of the robots were to become unavailable for some reason. The other robot would be able to win back some otherwise lost capacity by serving four pairs of machines instead of three.
The machine-tending robots also take advantage of advanced sensor technology. White-light vision sensors are located near every one of these robots. The robots present castings to those sensors prior to loading to ensure that each is oriented correctly before being loaded into a machine fixture.
Parts cleaning stations are also installed near each pair of HMCs. These are used to remove any remaining machining debris from the housings. One reason this is important is because some housings will be delivered to one of two Zeiss CenterMax shopfloor CMMs within the cell. Some machined features must be accurate to within 1 micron, so any debris left on a housing could cause inspection error.
When the CMM finds a feature that truly is out of tolerance, it signals the cell controller to stop the machine that produced the bad part and notifies the cell attendant. (Yes, the cell requires just one attendant.) After reviewing the CMM inspection report, the attendant will determine the problem, make necessary machine adjustments and re-run the part if additional machining can bring it into tolerance.
In addition to the controller with intuitive human-machine interface, other features have been built into the cell to assist the attendant in performing routine maintenance and other necessary duties. For example, the HMCs are fitted with pumping units from Lube USA to allow easy lubrication of machine ways and ballscrews with the pull of a lever. Also, hydraulic fixtures feature quick-disconnect couplings in the event that a fixture must be removed or replaced.
Sold On Cells
The maximum output SEW could achieve using standalone machines was 125 housings per 8-hour shift. The cell itself currently produces 325 housings per shift, and Mr. Story continues to refine robot programming macros to improve upon that figure.
The successful integration of the large cell has led SEW to embark on another automation project. A series of Makino a99e machines will soon be outfitted with a pallet pool to alleviate the burden of loading parts from the operator, who currently tends all three machines. While this smaller cell won’t match the output of its big brother, it will allow the company to reap the same types of automation benefits.
















Related Content

Building an Automation Solution From the Ground Up
IMTS 2022 provides visitors the opportunity to meet with product experts to design automation solutions from scratch.
Read More
CNC Machine Shop Honored for Automation, Machine Monitoring
From cobots to machine monitoring, this Top Shop honoree shows that machining technology is about more than the machine tool.
Read More
Inside the Premium Machine Shop Making Fasteners
AMPG can’t help but take risks — its management doesn’t know how to run machines. But these risks have enabled it to become a runaway success in its market.
Read More
Weiler to Debut New Automation Features For Its Lathes
Weiler’s V 110 four-way precision lathe introduces features new to the U.S.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
