
Getting Concept To Car Faster
Joe Gibbs Racing applies a number of workholding techniques to speed the production of racing components its engineering team creates every day.
.jpg;width=70;height=70;mode=crop;format=webp)

...and 4 parts for second-op work. Compared to the previous method of using two single-station vises, this reduced total cycle time by more than 2 hours.

Using this multiple-part clamping system, operators can set up 12 alternator brackets for first-op work...
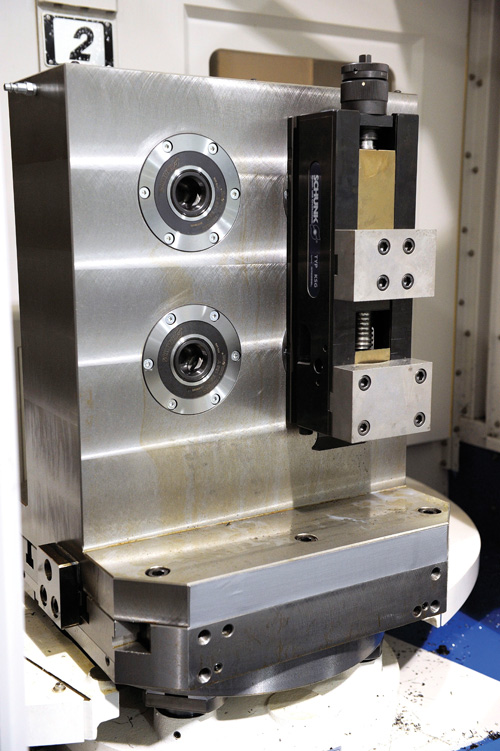
This four-sided tombstone is fitted with a quick-change pallet system. Operators can set up other fixtures that have the pallet pin interface while the machine runs. These can be easily installed on the tombstone once the previous job is completed.

JGR’s three Sprint Cup team drivers shown nose-to-tail here—Joey Logano, Kyle Busch and Denny Hamlin—benefit on the track by having quick turnaround of new part designs.



In terms of car development, one might think that a NASCAR race team primarily conceives and manufactures fresh part designs between seasons. That’s not the case. In fact, Joe Gibbs Racing (JGR) created some 1,200 new race car components at its Huntersville, North Carolina headquarters throughout all of 2008. Its substantial engineering department generates different designs each day as part of its efforts to continually improve car performance in a highly competitive racing environment. This puts pressure on JGR’s in-house machine shop to manufacture those components as quickly as possible so that the team’s drivers can immediately reap the benefits on the track. So in a sense, JGR’s manufacturing department is a job shop charged with creating small batches of various workpieces in short order.
To that end, JGR’s shop strives to reduce and simplify setups, just as all job shops do. JGR benefits because Schunk, which is located in nearby Morrisville, is its official workholding solutions provider. The shop uses a variety of Schunk workholding devices on its 18 Doosan HMCs, VMCs and turning centers (Doosan is a JGR technical sponsor).



For example, the first Schunk workholding device the shop used was a Magnos electropermanent magnetic chuck. Setups for a particular mounting plate were time-consuming because shimming was required to level the plate on the VMC prior to machining. Self-leveling pole extensions on the magnetic chuck eliminated the need for shimming, enabling both faster setups and improved tolerances. The magnetic chuck is also helpful in securing tubular components such as track bar sliders for machining. A track bar slider is a 2-inch-diameter tube that requires flats on opposite sides that must be milled parallel to each other. Using the magnetic chuck, the shop has been able to achieve parallelism of 0.0005 inch for those flats without distorting the tube.
JGR’s shop also benefits by using Schunk’s Unilock quick-change pallet system. The photo on page 94 shows the system integrated into a tombstone used on one of the shop’s Doosan HMCs. The Unilock pallet modules on the tombstone provide a common mounting interface that accepts pins used on vises or fixture plates. The system is pneumatically released and spring actuated, and provides both quick installation of workholding devices and accurate positioning.
While the machine is running one job, parts for the next can be set up on the appropriate workholding device. The pallet system allows operators to quickly remove the fixture holding the completed parts and install the fixture with workpieces for the next job. The common mounting pin interface allows the shop to use any of its existing fixturing or vises with the pallet system. This system also allows JGR to interrupt a part run with a more urgent part without lengthy set up changes.
The Kontec KSM Rail multiple-part mechanical clamping system is another workholding device JGR uses on its machining centers. This system allows the shop to clamp numerous workpieces on a machine table for long stretches of unattended machining and improved throughput. It consists of a fixed jaw and one or more moving jaws on a clamping rail that adjust to secure parts of different sizes. The shop often uses multiple clamping rails on a machine’s table to maximize the number of parts machined in one setup.
The photos below show such applications. Alternator brackets like the ones shown were previously secured using two single-station vises on the table at a time. Using the Kontec system, the shop now sets up 12 parts per load for first operation and four parts per load for the second. This reduces tool changes and door openings, saving a total of 2 hours and 15 minutes for a batch of 50 parts. This also frees 7 hours for the operator to tend to other machines.
Machine operators in JGR’s shop are akin to members of the team’s pit crew. They must be able to quickly, yet precisely set up new jobs to minimize machine down time. The various workholding strategies that make this possible are key reasons why JGR can bring an engineer’s concept to a race car faster.












Related Content

Sandvik Coromant on Acquisitions: Solutions Entail More Than the Tool
A Q&A with global president Helen Blomqvist explores the cutting tool maker’s acquisition of CAM software companies and how this connects to, among other things, electric vehicles.
Read More
Eliminating Automotive Defects Per Million With Automated Visual Inspection
This automotive manufacturer virtually eliminated PPM defect complaints after implementing an automated visual inspection system at its facility.
Read More
Marposs Celebrates its Past, Eyes Future Opportunities
During its open house in Auburn Hills, Michigan, Marposs presentations focused on future opportunities across growing industries such as EV and semiconductors.
Read More
How is an EV Battery Made?
Everyone talks about batteries, but how are they produced? Here’s the long and short (circuit) of it.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More