
Complementary Technologies Make MQL More Accessible
An add-on system for minimum quantity lubrication (MQL) combines an external pump with repeatable control over nozzle position.
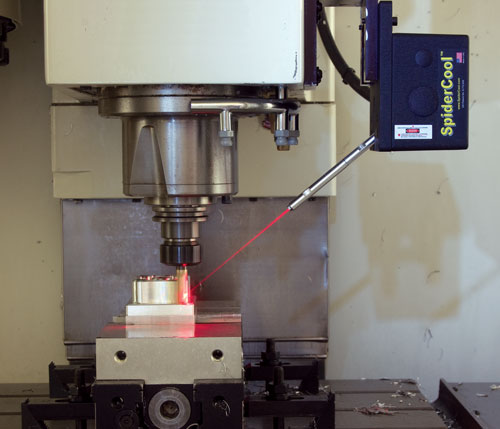


These are components of a system for adding near-dry machining to an existing machining center. The positive displacement pump attaches to the outside of the machine. The programmable nozzle system remembers the right nozzle position for various tool lengths to deliver the lubricant accurately.
Share









For example, tool life can be longer with MQL than with either of the other choices. The lubricity of the oil that is applied in small quantities in MQL is greater than that of high-volume, water-based flood coolant. The same lubricity also facilitates chip clearance because a chip soaked in coolant can acquire both added weight and adhesion that make it more difficult to clear away.
But MQL also poses challenges, and one of these is the extent to which the lubricant has to accurately hit the tool.
MQL is also called “near-dry machining.” It applies cutting fluid in ounces instead of gallons, replacing flood coolant with atomized droplets of oil (usually vegetable-based). With properly equipped spindle and tooling, this oil can be delivered right through the tool. However, the more basic approach to MQL is to deliver the lubricant through external nozzles—in which case the aim of these nozzles becomes paramount. While flood coolant can hit the tool within an inch, the margin of error for MQL is more like a millimeter, says Chris Haugen, a sales manager for lubricant supplier ITW Rocol. If the flow of microdroplets misses, then machining near-dry turns into just plain machining dry.
ITW Rocol’s Accu-Lube products include a compact, positive-displacement pump system for adding MQL to an existing machining center. Mr. Haugen currently sees the most use of this system in mold and die shops. The system works well in these shops because of the need to keep nozzles accurately pointed. Die/mold machine tools are likely to be manned—so an operator is available to move the nozzle if needed—and tool changes are infrequent, meaning the nozzle that does get moved by hand can be left in place through the course of a long cut.
However, near-dry machining can work with practically any workpiece material, and it works particularly well with modern carbide cutting tools. Mr. Haugen says there is no particular reason for it to be closely associated with die/mold machining. The benefits of add-on MQL could expand to a broader range of applications if only machine tools had better and more reliable nozzle aim. For this reason, the company recently partnered with programmable nozzle developer SpiderCool to deliver Accu-Lube MQL together with the SpiderCool nozzle system as part of a single installation.
SpiderCool uses servo control for nozzle positioning. When a tool is used for the first time, the operator adjusts the nozzle position using a tuning knob. A beam of light indicates where the nozzle aims. Once the proper targeting is found, the system remembers that tool’s pocket number so it can return the nozzle to that position automatically each time the tool is loaded. While the system is often applied to flood coolant, near-dry machining can become practically hands-free when it is applied to MQL, says Mr. Haugen. Nozzle aim no longer has to be watched or adjusted during the cycle. In fact, thanks to the servo control, the system can be used to give the nozzle a slight oscillation—flicking the slick, lubricated chips out of the way of the cut.
Perhaps surprisingly, Mr. Haugen says it is not the greater tool life or reduced fluid costs that he sees most shops pursue. These savings can be hard to quantify in advance if the shop has no prior MQL experience. Instead, the typical user simply prefers to run clean.
This cleanliness is the main motive for MQL, he says. Lighter use of cutting fluid results in both a cleaner machine and a cleaner shop (even a better-smelling shop at that). The value of this cleanliness in terms of both customer impression and employee morale may be even more difficult to quantify than the tool and coolant savings. However, the value is real, and it seems to be the most significant return on investment that shops are seeking through near-dry machining.

.png;maxWidth=300;quality=90;format=webp)






Related Content

A History of Precision: The Invention and Evolution of Swiss-Style Machining
In the late 1800s, a new technology — Swiss-type machines — emerged to serve Switzerland’s growing watchmaking industry. Today, Swiss-machined parts are ubiquitous, and there’s a good reason for that: No other machining technology can produce tiny, complex components more efficiently or at higher quality.
Read More
Inside a CNC-Machined Gothic Monastery in Wyoming
An inside look into the Carmelite Monks of Wyoming, who are combining centuries-old Gothic architectural principles with modern CNC machining to build a monastery in the mountains of Wyoming.
Read More
Where Micro-Laser Machining Is the Focus
A company that was once a consulting firm has become a successful micro-laser machine shop producing complex parts and features that most traditional CNC shops cannot machine.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More