
Consider Swiss-Types For Medical Opportunities
Adopting the latest machining technologies is key for shops to accurately and repeatably create medical components. Swiss-style lathes offer a good combination of precision and repeatability for these applications thanks in part to their guide-bushing design, which provides support for the workpieces very close to the cut.
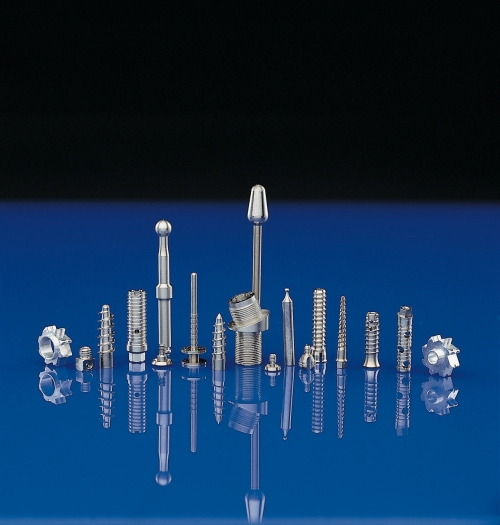
Swiss-type lathes are commonly used to produce medical components such as these.

Thread whirling is commonly used on Swiss-type lathes to produce bone screws that have significant length-to-diameter ratios.
Share










Phillips Corporation
Featured Content
View More


Phillips Corporation - Education
Featured Content
View More

Most shops recognize that the U.S. medical market offers opportunities for those that can create intricate components from tough materials. Statistics show that this "hot" market will likely stay "hot" for some time.
The United States has the largest and most sophisticated medical market in the world. Sales in 2002 reached $71.3 billion, which represents approximately half of the world market, and this figure has been growing at a compound annual rate of 8 percent for the last three years, according to the report "The U.S. Market for Medical Devices—Opportunities and Challenges for Swiss Companies."



The U.S. medical market is strong largely because of the country’s aging population. Today, there are 35 million people aged 65 and older, but by 2075 there will be an estimated 69 million in that age group. Combined with growing demand, the rising cost of healthcare is another reason why the medical sector is an attractive new-business arena for manufacturers. Insurers and healthcare providers are creating pressure to reduce costs by increasing manufacturing productivity, which presents opportunities for shops with the capability to machine medical parts and devices efficiently.
Adopting the latest machining technologies is key for shops to accurately and repeatably create medical components. The need for sophisticated machining practices is driven by difficult materials, shrinking component sizes and the complex operations needed to create tight-tolerance features on these parts. Swiss-style lathes offer a good combination of precision and repeatability for these applications thanks in part to their guide-bushing design, which provides support for the workpieces very close to the cut.
Medical Applications, Operations For Swiss-Types
Several segments of the medical sector can be served by shops using Swiss-type turning processes. These include interventional cardiology devices (stents, catheters and surgical tools); orthopedic devices (bone screws, implants and joint replacement); minimally invasive surgical equipment (laparoscopic devices); diagnostics (point-of-care testing instruments); wound care (staples, suture anchors and clips); and dental implants and equipment. Each of these markets is valued in the billions of dollars globally.
Here are some tips for producing common medical component features on Swiss-type lathes:
Micro-machining—Machining on a small scale requires a proper mindset in terms of part handling, tool handling, inspection and secondary operations. However, it starts with machine accuracy, because even the best tooling won’t help if the machine lacks positioning accuracy. Minimizing runout is also important. Runout that might be acceptable for a standard-size part likely isn’t acceptable when machining tiny features on tiny parts. It is important to use high-precision collets for the machine’s main spindle, pickoff device and guide bushing.
High-frequency spindles are also essential for drilling and milling tiny features into parts while achieving the desired surface finish, accuracy and tool life. For example, drilling a 0.005-inch hole in stainless steel requires a spindle speed in the neighborhood of 11,500 rpm. But if the workpiece is coated in titanium nitride (TiN), which is a hard, ceramic material often used as a non-toxic exterior for medical implants, then higher than 19,000 rpm is necessary. These spindles can be mounted in various configurations to meet specific needs.
Internal broaching—When performing internal broaching, it is important to use the proper broaching tools and to prepare the workpiece for the operation. Preparation for internal broaching requires creating a pilot hole with a 90-degree chamfer. This prevents the broach’s points from chipping upon entering the cut and allows the broach to follow the centerline. It may be necessary to remove material for the feature’s corners with a small end mill. Depending on the size of the chips, deburring passes may also be required.
Rotary broaching—Wobble or rotary broaching uses a tool with a shape that’s similar to the final feature shape, except that it has a clearance ground into it. The tool axis is typically inclined 1 degree from the workpiece axis. As the broach rotates, it presses against the workpiece. The 1-degree incline causes the leading edge of the tool to "wobble" with respect to the workpiece. If the tool is inclined by 1 degree, then the sides of the tool must have a clearance angle of at least 1 degree, too. Ideally, the tool advances at the same rate it cuts. For example, a 0.5-inch-diameter tool should advance at 0.009 inch per revolution. (This feed is determined by multiplying 0.5 inch by the sine of 1 degree.) In general, wobble broaches do not cut as accurately as a punch broach, so their use should be determined by the application.
Thread whirling—Often used to cut special form threads in difficult-to-machine materials, this technique is not as limited as other threading operations. Thread whirling is typically used for bone screws that have a significant length-to- diameter ratio; deep, high-helix buttress thread forms; and extreme differences between major and minor diameters. ID thread whirling is effective for producing clean, burr-free thread contours with no residual chips. Plus, it enables threading down to the bottom of a hole. Thread whirling can produce thread sizes as small as M1.4 (0.0551 inch).
Alternatives to thread whirling include a die head (not appropriate for materials such as titanium); thread milling (requires pre-turning, special cutters and special supports in some cases); single-point turning (appropriate for short screws, but long screws need support); thread rolling (requires accurate pre-turning and doesn’t work on buttress-style threads in hard materials); and grinding (can’t be performed on a Swiss-type lathe).
Gundrilling—Cannulated (hollow) bone screws have a space that allows bone marrow to grow. This feature also facilitates the insertion of guide pins for bone screws used in fracture fixation. Many shops are purchasing cannulated stock because demand for cannulated bone screws is increasing. However, maintaining inventory of hollow material that can be used only for such screws can be expensive. Gundrilling allows shops to machine these screws effectively from solid bar stock. It offers high drilling quality, process reliability, effective chip removal, minimal runout and significant length-to-diameter ratios.
About the author: Scott Kowalski is president of Tornos Technologies U.S. Corp. (Lombard, Illinois).








Related Content

Automated Single-Piece Workflow Revolutionizes Implant Manufacturing
A platform enabling automation of lot sizes as small as one part is helping Mach Medical on its mission for just-in-time orthopedic implant manufacturing.
Read More
SW North America Open House Showcases Advanced Machining Solutions
SW North America hosts its 2025 Open House at its Michigan headquarters, featuring live demonstrations of the BA 322i and BA Space3 machining centers with a focus on medical and aerospace applications.
Read More
Forkardt Hardinge Swiss Workholding Provides Reliable, Consistent Performance
The company’s Swiss collets are designed to securely hold parts without marring surfaces, minimizing vibration to ensure smoother machining, enhanced accuracy and extended tool life.
Read More
Mikron Milling Tool Suppresses Machining Chatter
IMTS 2024: The CrazyMill Cool CF milling tool features chatter suppression during machining, especially on thin-walled parts, which enables smoother cutting.
Read MoreRead Next

WEBINAR: From Machine Data to Guided Action: How Modern Shops Are Closing the Execution Gap
In this webinar, MachineMetrics Product Manager Josh Fish is joined by Pindel Global Precision's Thomas Deslongchamps, for a candid look at what closing the execution gap actually looks like inside a precision machining shop.
Read More