
More Effective Cooling, Lubrication for Grinding
Coherent-jet nozzles offer advantage over plastic and rigid tube nozzles for coolant delivery to grinding wheels.
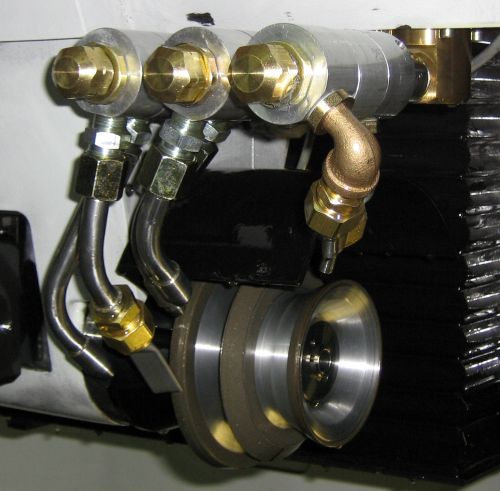
In this example, coherent-jet technology uses a combination of round nozzle tubes, collet adjusters, ring manifolds, flat swivel nozzles and round swivel nozzles for complete coolant coverage of three wheels.
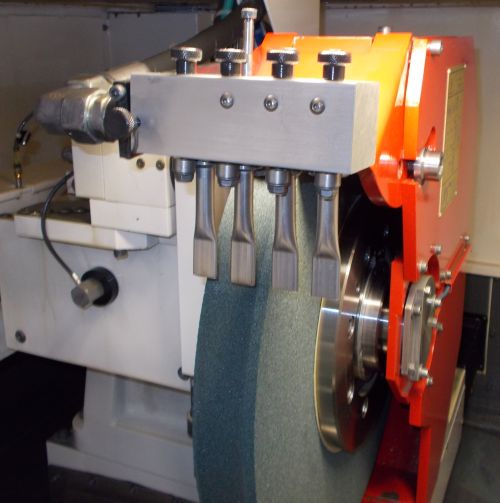
Here is a linear array of four flat swivel nozzles with plunger switching of the right two on a cylindrical grinder.
Share




Phillips Corporation
Featured Content
View More









Phillips Corporation - Education
Featured Content
View More








Related Content

Is AI Ready to Tackle High-Mix Grinding? Interview with GrayMatter Robotics Co-Founder
GrayMatter Robotics co-founder Satyandra Kumar Gupta explains how the company’s AI-powered Scan&Grind system tackles weld blending, surface finishing and gate removal on metal parts — and why embodied intelligence is key to automating grinding in high-mix environments.
Read More
Kaast Machine Tools' Solutions Enable Precise, Efficient Machining
IMTS 2024: Kaast Machine Tools Inc. is performing live demonstrations of several of its manufacturing solutions, including a vertical machining center, a cold saw and more.
Read More
Seeking Custom Grinding and Automation with Weldon Solutions
Weldon Solutions is demonstrating three grinders at IMTS 2024. Though they differ in size and use case, all feature the company’s hallmark customizations.
Read More
How Precision Blanks Help This Aerospace Shop Build Better Parts
Internal stress in thin metal parts can lead to warped components and scrapped work. Matrix Machine found a better way by sourcing precision-ground blanks from TCI Precision Metals. Here’s how that decision freed up capacity and made critical parts more predictable.
Read MoreRead Next

Modern Machine Shop’s 2026 Top Shops Benchmarking Survey Goes Live Feb. 1
Modern Machine Shop is proud to announce the 2026 Top Shops Benchmarking Survey, opening February 1 through March 31, 2026.
Read More