
Multitasking is Multiple Choice
Different levels of multitasking machine tools address different types of parts.

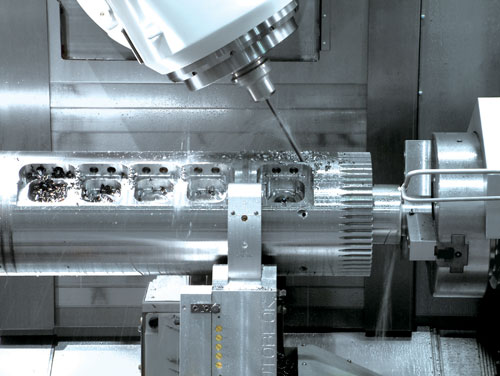
Multitasking machine tools might include five-axis capability. According to the “levels” described in this article, the machine seen here is level 4.

A multitasking machine might also include operations beyond turning and milling—such as grinding (seen here). This machine is an examples of level 5.
Photos from Mazak illustrate machines at each of the five levels. At level 1, the Slant Turn Nexus 550M is a lathe capable of rotary-tool work.

Machines at level 2, such as this Hyper Quadrex, feature Y-axis motion as well as a secondary turning spindle.

The level 3 machine, an Integrex j-400, has a pivoting milling spindle.

At level 4, the milling spindle of this Integrex e-1060 vertical performs full five-axis machining.
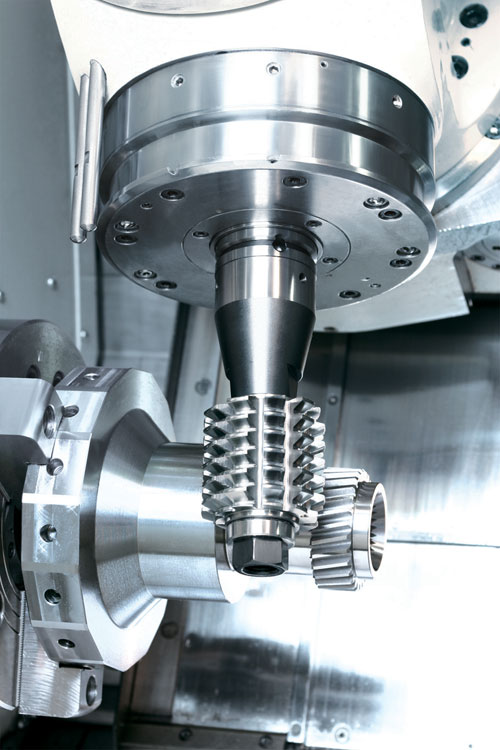
The level 5 machine shown here adds gear hobbing.

This part can be machined on a level 1 machine, because even the milled channels can be achieved via C-axis motion.
This part requires a level 2 machine because the off-center features need a Y axis.
This part, with five-axis machining but little or no turning, is suited to a level 4 machine.

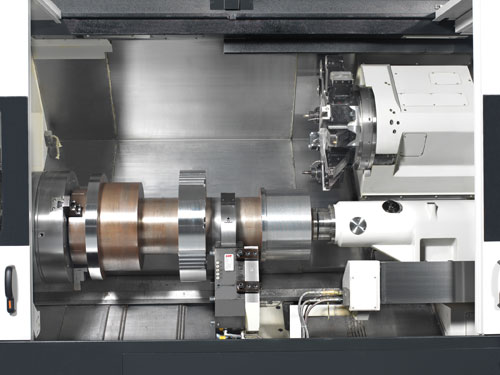
This machine and the one following illustrate the difference between a machine that might be called “turn-mill” and one that might be called “mill-turn.” Both can do turning and milling, but this one retains the basic structure of a lathe. (Click to continue.)

This machine, in contrast with the one in the previous photo, is more like a machining center. While the previous machine was level 2, this one is level 4.



One of the most significant decisions a machining facility can make when evaluating a particular production part is whether to use separate turning and milling machines, or whether to instead combine operations using a machine that is capable of multitasking.
The multitasking machine can deliver considerable savings. For the right job, the chance to perform most or all of the part’s machining in one cycle can dramatically reduce setup and other non-value-added time. Combining operations also reduces opportunities for error and eliminates work-in-process inventory that might otherwise linger between standalone machine tools.



However, making this decision involves more than just choosing whether or not to multitask. Shops often imagine multitasking in terms of just one particular type of machine—a CNC lathe with “live tool” capability in its turret. Some shops even evaluate multitasking exclusively in terms of this one option. That can be a mistake, according to engineers with the machine tool builder Mazak.
To be sure, a live-tool lathe is a capable machine. Yet this machine design has limitations, and those limitations might be significant to the part. Other multitasking machine designs have overcome those limitations. Given the variety of multitasking machines that are available today, it is now appropriate to look at any potential multitasking part in terms of the different levels of multitasking machine tool that might be used to produce it.
Michael Finn is a development engineer with Mazak, and Neil Desrosiers is a software developer with the company. Both work with customers to implement and fine-tune multitasking applications. For the shop not yet doing multitasking, they say, the most significant step is the commitment. Doing multitasking right could involve changing CAM software, or even starting to use CAM for the first time. Plus, because of the way a multitasking machine holds the part, the process on this machine might call for tooling and toolpath choices different from what the shop has used on a machining center. A shop turning to multitasking ought to be prepared for these changes. Once the shop is ready for this commitment, they say, stepping up to the optimal level of machine introduces just one more incremental factor.
Per Mr. Finn, here is Mazak’s view of the levels that characterize the choices in multitasking equipment:
Level 1 is the classic live-tool lathe, he says. When this machine finishes with turning a part, it can index the part for drilling operations. Milling is possible, too—albeit without the X-Y-Z motion typical of a machining center. The machine instead combines X- and Z-axis motion with the rotary motion of the spindle, or C axis. This effectively means that all milled surfaces have to follow the part’s axis, radius or circumference.
Level 2 overcomes that limitation by adding a Y axis. The Y axis permits off-center drilling operations, not just radial or axial holes. This freedom of motion also permits off-center, tightly toleranced milled features. A precision keyway is an example of a milled feature that becomes much easier to achieve with a machine at this level.
The Level 3 machine introduces a milling spindle comparable to that of a machining center. At this level, the machine begins to lose its resemblance to a lathe. Rather than a turret offering a rotary drive, this machine features a milling spindle that might lock its rotation to hold stationary tools for turning. If the machines at levels 1 and 2 could be called “turn-mill” machines, then the level 3 machine is better described as a “mill-turn.”
This is a significant change. Mr. Finn says replacing the turret with a spindle offers several advantages. One is milling power. The spindle lets the machine take heavier milling passes than what might be possible on a live-tool lathe. Another advantage relates to angled features, because of the way the indexability of the spindle provides for B-axis positioning. This allows milling and drilling at angles that have nothing to do with the part’s axis of rotation. In fact, a part produced on this machine might feature no turning at all.
A final advantage is the machine’s capacity for tools. While the space to hold tools is a limiting factor of a turret, a machine at level 3 can avoid this limitation by incorporating a toolchanger and tool magazine like a machining center. Mr. Finn says some plants choose this type of machine not because any part geometry needs it, but entirely because of the setup savings that result from being able to keep every necessary tool always in place within the machine’s magazine.
The machine at Level 4 then takes the tilting B axis and makes this axis capable of feeding and interpolating. While the level 3 machine has 4-1/2 axes, the level 4 machine is capable of full five-axis cutting. This might not seem like a dramatic change, but Mr. Finn says the difference brings parts to this machine that otherwise might never be associated with multitasking. Turbine blades are a notable example. Given the way a multitasking machine achieves five-axis milling—that is, by securing the part at both ends and rapidly milling all around it—a blade form can be milled out of barstock more quickly and accurately than it might be produced by a machining center in a more typical blade-machining process.
Together, this series of four different machine levels represents not only increasing sophistication, but also (perhaps obviously) increasing price. Mr. Finn says it is sometimes possible to save on price by making due with a lower-level machine than what a part’s geometry suggests. For example, a head attachment could let the turret of a level 1 or 2 machine mill or drill some unusual feature. His caveat in these cases is that the price savings sometimes don’t materialize, for any of various reasons. The head attachment itself might be costly; its lack of rigidity might limit throughput; and adding the attachment introduces a variable that can affect machining accuracy. By making the case that higher-level multitasking machines provide more value in such applications, the machine tool builder often finds itself in the position of urging first-time users forward and upward. This is ironic, he says, because with experienced users, the opposite effect is likely to occur.
With these users, he says the machine tool builder tends to be urged. When a manufacturer accustomed to multitasking is benefiting from a reliable, lightly attended process, that manufacturer is apt to want to include even more of the part’s work within the multitasking cycle. For this reason, there is one further level on the multitasking scale.
Level 5 multitasking machines add operations that go beyond turning, milling and drilling. These machines are almost always customized, because any facility’s ideal level-5 machine is likely to be unique. Machining operations that have been incorporated into these machines include grinding, honing, polishing and gear cutting. The starting point for these applications is usually a level-4 machine, which then gets augmented or redesigned as needed to achieve however much machining can reasonably be included within a single automated cycle.
















Related Content

Building Machines and Apprenticeships In-House: 5-Axis Live
Universal machines were the main draw of Grob’s 5-Axis Live — though the company’s apprenticeship and support proved equally impressive.
Read More
Controlling Extreme Cutting Conditions in Large-Part Machining
Newly patented technologies for controlling chatter and vibration during milling, turning and boring operations promise to drastically reduce production time and increase machining performance.
Read More
Swiss-Type Control Uses CNC Data to Improve Efficiency
Advanced controls for Swiss-type CNC lathes uses machine data to prevent tool collisions, saving setup time and scrap costs.
Read More
Industry Analysis: Machining Semiconductor Components
With many machine shops anticipating long-term growth in demand from the semiconductor industry, it is worth the time to heed the advice of manufacturers who have already been servicing this end-market for years.
Read MoreRead Next

Multitasking Calculator
Does it make sense to replace a series of separate machine tools with a single multitasking machine that performs turning, milling and drilling all in one cycle?
Read More
Increasing Productivity with Digitalization and AI
Job shops are implementing automation and digitalization into workflows to eliminate set up time and increase repeatability in production.
Read More
Inside Machineosaurus: Unique Job Shop with Dinosaur-Named CNC Machines, Four-Day Workweek & High-Precision Machining
Take a tour of Machineosaurus, a Massachusetts machine shop where every CNC machine is named after a dinosaur!
Read More