
Pull Boring Highlights the Capability of Deep Hole Making
Pull boring enables users to achieve remarkable straightness in deep holes. A variation of this technique is also effective when maintaining consistent wall thickness (in long, cast pipes, for example) is top priority.

Although deep hole drilling machines such as this B630 from Unisig are designed for the special needs of creating holes through long workpieces, they have the flexibility to perform a variety of operations such as boring, counterboring, trepanning, roller burnishing and pull boring. The machine shown here is the 10-meter version.
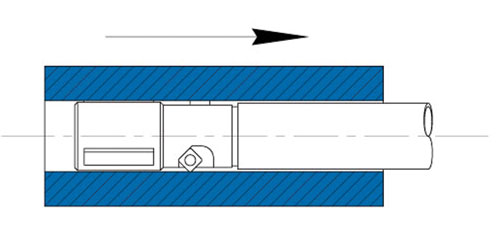
Pull boring is a precision operation in which a cutter is pulled through an existing hole to improve straightness.
Share









Because the ability to make deep holes effectively and efficiently is critical in many applications, deep hole technology is one of the most highly developed sectors in metalworking. It covers a diverse range of processes and methodologies. Unisig (Menomonee Falls, Wisconsin), a supplier of machines, tools and automation for deep hole making, says the list of industries it serves includes aerospace, automotive, defense, hydraulics, mold making, oilfield and energy. Yet deep hole making is largely the domain of shops specializing in this capability, whereas technology suppliers such as Unisig believe that a wider awareness of deep hole making processes would alert new users to valuable opportunities.








Related Content

Industry Analysis: Machining Semiconductor Components
With many machine shops anticipating long-term growth in demand from the semiconductor industry, it is worth the time to heed the advice of manufacturers who have already been servicing this end-market for years.
Read More
Maximizing Milling Operations With the Right Cutter
Selecting milling cutters that are suited to the task at hand can reduce cycle times, improve part quality and save money. Here’s where three milling cutters excel.
Read More
Using Automation to Reduce COGS and Stay Globally Competitive
Decade-long, multiphase automation investments lower operating costs and maintain technology lead in an increasingly competitive global market.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More