
The Value Of Indexable-Insert Center Drills
This indexable-insert center drill, said to be an industry first, combines the drilling performance advantages of solid carbide with the positioning repeatability and quick-change benefits common to indexable-insert tooling.

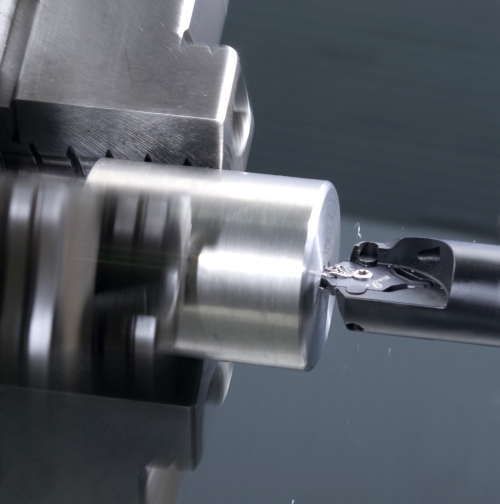
Indexable-insert center drills such as this one greatly reduce machine downtime by eliminating the tool measurement routines necessary when changing worn HSS or solid carbide drills.

Center drilling using this indexable-insert tool can also be performed on milling machines. High-pressure coolant delivered through the toolholder and directed to the insert tip improves chip evacuation and tool life.
Share

















Related Content

The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
Understanding Process Damping in Milling Operations
Despite the advances in modeling machining operations over the past decades, process damping remains a topic of interest, including new tool designs that increase the effect.
Read More
A New Frontier in Surface Finish Control
What if your machine tool could measure surface roughness as it cuts? This article explores how in-process metrology is advancing from concept to reality, enabling real-time feedback, immediate detection of anomalies and new levels of control over surface quality. Discover the technologies making this possible.
Read More
Choosing the Right Drill Type
Specifying the right option for your application can save time and tools.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More