
Trunnions Turn the Tables on Wasteful Setups
Bolt-on trunnion tables from Trunniontables.com help Indelac Controls reduce setups from six to two and cut cycle time by 40 percent.

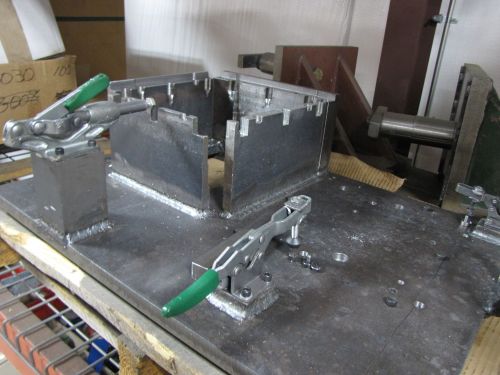
Using trunnions and quick-change plates with Jergens ball locks in place of old homemade fixtures helped Indelac reduce cycle time by 40 percent.

According to Indelac, the bolt-on trunnion tables were installed on the fourth axis of its Haas VF4 vertical machining center in just minutes.
Indelac’s old fixtures included manual clamps, angle plates and plugs. With this workholding methodology, parts could require as many as six setups. The new trunnion tables reduced setups to just two per part.

Indelac manufactures a variety of electric actuators used in wastewater treatment, power plants, pipelines and other automation applications.
Share









Upgrading machine tool technology doesn’t have to be an expensive undertaking that requires non-productive downtime and delayed return on the capital expenditure. When Indelac Controls needed a better process for high-accuracy machining of electric actuator housing parts, it discovered a bolt-on trunnion table from Trunniontable.com that could be installed in minutes. The table immediately improved the shop’s productivity by reducing setups. About 90 percent of Indelac’s parts can be run using the new workholding devices and the days of manual clamps, angle plates and plugs are gone.
Florence, Kentucky-based Indelac Controls manufactures a variety of quarter-turn, multi-turn, spring-return and linear electric actuators. These devices are used in wastewater treatment facilities, power plants, refineries, pipelines, oil and gas exploration and a host of other process automation applications. They have advanced functions that go beyond simple open-and-close capabilities. Some are packaged with position-sensing equipment, torque sensing, motor protection, logic control and digital communication.



These high-tech functions make precision critical to proper function, so Indelac produces its machined parts with an accuracy of 0.0005 inch. However, holding such tight accuracies proved costly for the company in terms of both time and labor. Often, it would index off of previously machined features using homemade fixtures, clamps and angle plates. “On top of everything else, locating on cast parts is more difficult because the surfaces can vary greatly from part to part,” says machinist Clay Huff.
Parts were being batch produced—created stage by stage over a series of operations—and multiple part setups had driven cycle times up to 50 minutes or more. “Some of our housings require machining on all six sides, and with our previous workholding methods, that meant six separate setups,” Mr. Huff says.
To improve cycle times, Indelac turned to Trunniontable.com, also in Florence, for a workholding solution that could reduce setup time, maintain accuracy and boost productivity. “I knew Stan Martin, president of Trunniontable.com, and he came in and looked at our operation and immediately said they could help us,” says Bill Robinson, shop foreman. The team worked to install bolt-on trunnion tables to the fourth-axis indexers of Indelac’s two Haas VF4 vertical machining centers. Along with improved fixturing, the tables enabled producing the parts in no more than two setups.
Indelac purchased two custom-made tables and four fixtures from Trunniontable.com as well as a standard model Stallion 9\23, a double-sided table with quick-change plates, that is compatible with most verticals. The quick-change plates enable 1-minute change-overs and 0.0005-inch repeatability. According to Indelac, 100-percent ROI was realized within days.
Time-consuming part locating was eliminated without compromising part quality. The trunnion tables and fixtures use locator pins for positioning and holding to ensure part-to-part consistency and meet the company’s high-accuracy standards. Mr. Huff routinely checks every fifth part with a CMM for quality control. With fewer setups and part handling, meeting tolerances is a faster, easier enterprise. “With the old fixtures, we had to indicate repeatedly to make sure we had it right,” Mr. Huff says.
Since installing the new trunnion tables, the company’s two Haas machines are now used to mill, drill, tap and even perform light contouring on 319 aluminum castings with 66 percent fewer part setups. Continuous production has decreased manufacturing costs and increased productivity. “Our cycle time is down to about 30 minutes with the trunnions compared to 50 minutes or more with our old fixtures, and we get a finished part off every time we hit the cycle start button,” Mr. Robinson says. The trunnion tables have also eliminated work in process (WIP). Along with reduced cycles, this enables the company to quickly set up the machine to run a quick-turn order and get it out the door, he says.
“We were pleasantly surprised to see that something so simple could exploit the fourth axis on our machines and have such a dramatic impact on our business,” Mr. Robinson says. “We can now produce the same number of parts in a day that may have taken a week using our old methods. And compared to purchasing a five-axis machine, spending a few thousand to get the most out of our four-axis verticals is the deal of the century,” Mr. Robinson says. “Sometimes the simplest, least expensive method produces the desired results and that’s what we found with these trunnions.”








Related Content

Get a Grip on Your Workholding Processes
From adhesive fixturing to automated changeovers, these articles show how shops are rethinking workholding to improve efficiency and accuracy. Whether it's collet choice, custom fixtures, or balancing density with simplicity, smarter setups are driving better results.
Read More
Custom Workholding Shaves Days From Medical Part Setup Times
Custom workholding enabled Resolve Surgical Technologies to place all sizes of one trauma part onto a single machine — and cut days from the setup times.
Read More
Rail Manufacturer Moves Full Steam Ahead with Safe, Efficient Workholding Solution
All World Machinery Supply paired a hydraulic power unit with remote operating capabilities in a custom workholding system for Ahaus Tool & Engineering.
Read More
Navigating Large-Scale CNC Machining: Suburban Tool’s Niche Strategy to Stay Competitive
Facing increasing competition from lower-cost imports, Suburban Tool made a move toward large-scale, in-house machining. By identifying a niche in large, precision angle plates and tombstones, the company has strengthened its ability to control quality and protect its reputation.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More