
Which Five-Axis Machine for Mold Makers?
This Chicago-area mold shop compares tilting-spindle and tilting-table five-axis machines.

Chicago Mold has discovered that a trunnion-type machine is the more effective five-axis design for certain types of mold workpieces. The company now relies on both tilting-spindle and tilting-table machines.

For big parts, which describes many of CME’s cores and cavities, the only practical machine tool for five-axis machining is one that keeps the part stationary while the spindle pivots around it.
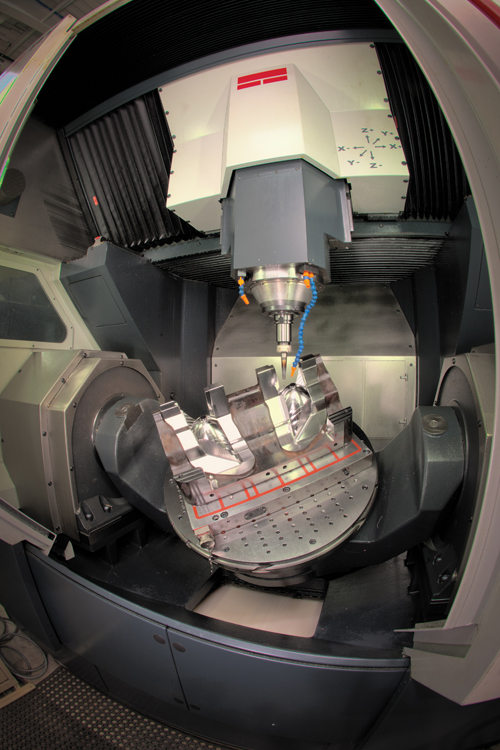
One advantage of machines that tilt the work while keeping the spindle orientation fixed is the rigidity of this design, which permits heavier milling cuts.
Today, CME staff members such as Bill Kloskowski and Jeff Oswald evaluate every job with an eye toward which type of five-axis machine would be most efficient for that part.

For cores, cavities and mold inserts, CME says conventional three-axis machines make it too difficult to find leadtime savings. Within the area of the shop where these parts are machined, the company does not expect to add another machine tool that isn’t five-axis.

The cover image of Modern Machine Shop's January 2012 issue was taken at Chicago Mold Engineering by Todd Schuett.
Share










Phillips Corporation
Featured Content
View More




Phillips Corporation - Education
Featured Content
View MoreIn late 2011, just as its second trunnion-style machine was arriving, CME started work on a five-axis job outside of mold making—a run of Inconel parts for the power-generation industry. Mr. Oswald says the shop expects to see more of this work in the future. In quoting on this job and winning it, CME discovered that its five-axis capabilities now stand out not only among mold shops, but also among shops performing five-axis machining for production.
New Online Video: Five-Axis Machining at Chicago Mold Engineering
.jpg;maxWidth=600)
|

|
“It’s not always obvious which job to cut on which machine,” says CME’s Bill Kloskowski in a new video on five-axis machining that can be seen on MMS Online. The video shows CME’s five-axis machines in action, with both tilting-spindle and tilting-table machines milling parts and moving through their full ranges of motion. Plus, CME personnel have even more to say about the advantages of five-axis machining, including the leadtime savings, the reduced need for EDM and the ability to cut with shorter tools. As Jeff Oswald says in the film, “Five-axis machining is very important to Chicago Mold”—this video illustrates why. To view it, click here.








Related Content

How a Family-Owned Tooling Company Competes with Global Giants (Includes Video)
Not ready to go digital? Consider this: With Siemens NX ecosystem, precision shop D’Andrea cut its programming time by 50% and is able to compete globally—even against industry giants.
Read More
A History of Precision: The Invention and Evolution of Swiss-Style Machining
In the late 1800s, a new technology — Swiss-type machines — emerged to serve Switzerland’s growing watchmaking industry. Today, Swiss-machined parts are ubiquitous, and there’s a good reason for that: No other machining technology can produce tiny, complex components more efficiently or at higher quality.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
DN Solutions and HELLER: A United Vision for U.S. Manufacturing Renewal
With new technical centers in North America and the pending acquisition of HELLER, DN Solutions is expanding service, capacity and technical support for U.S. manufacturers. In this exclusive interview, CEO WJ Kim outlines what customers can expect.
Read MoreRead Next

WEBINAR: From Machine Data to Guided Action: How Modern Shops Are Closing the Execution Gap
In this webinar, MachineMetrics Product Manager Josh Fish is joined by Pindel Global Precision's Thomas Deslongchamps, for a candid look at what closing the execution gap actually looks like inside a precision machining shop.
Read More