
Wire EDM Offers More Than Just Precision
Among other benefits, these two shops have saved significant production time by using wire EDM for part-cutoff operations previously conducted on bandsaws.

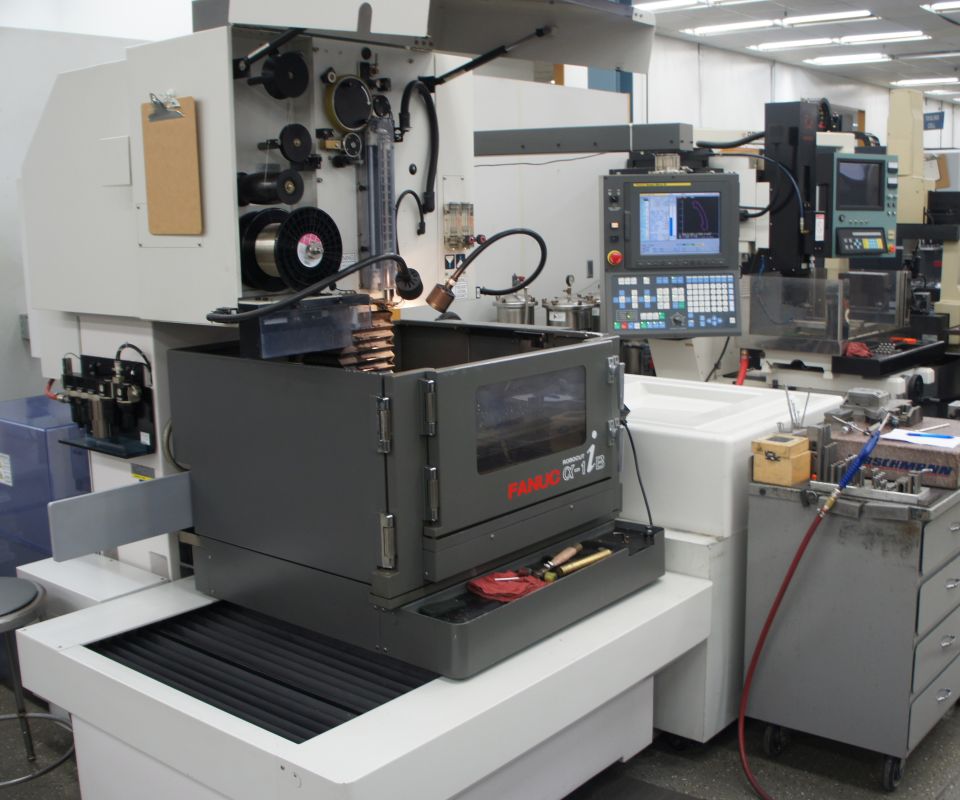
Purchased initially for compatibility with robotics, Omega Plastics’ standardized fixturing system is now highly customized and shop-wide. However, outfitting machines not tended by the robot, such as this EDM, has benefits too, including easier, faster part cutoff.
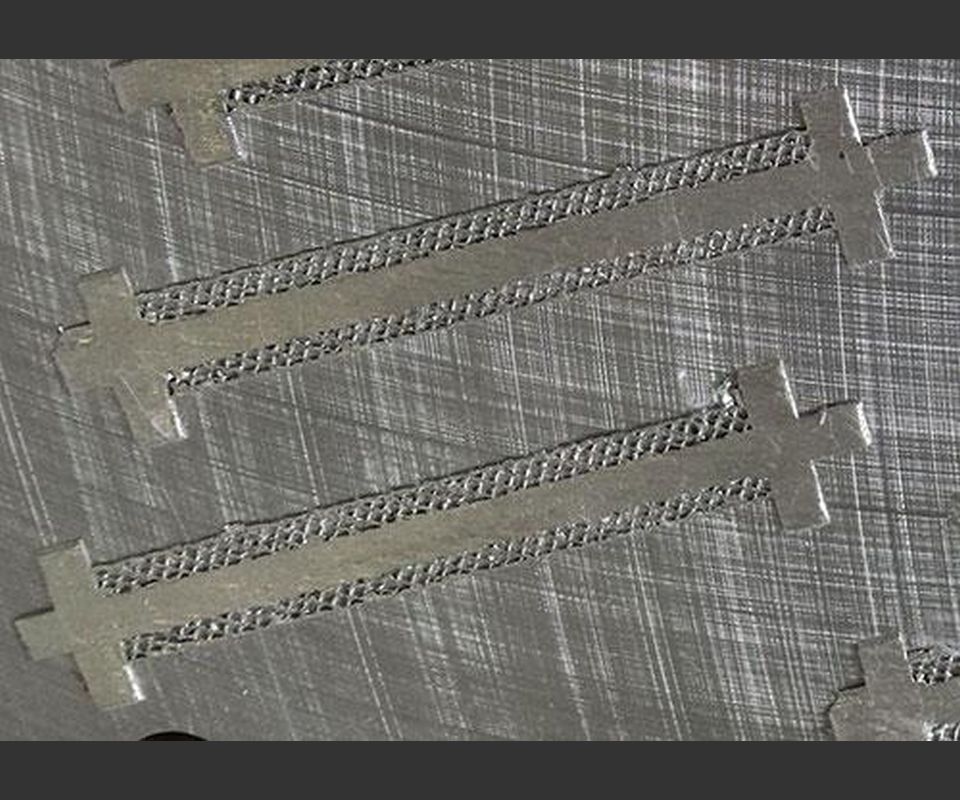
Supplied by Linear Mold & Engineering in 2014, this picture demonstrates how separating DMLS parts from support plates with a bandsaw can leave remnants of the honeycomb-like support structure. Among other benefits, cutting parts from their support plates with EDM eliminates the need to remove these remnants later.
Share









Part cutoff isn’t the kind of operation I’d normally associate with wire EDM. Nonetheless, a recent shop visit marked the second time I’ve seen this high-end machining operation used for that purpose.
That visit was to Omega Plastics, a Michigan mold manufacturer that relies on standardized workholding from System 3R (a division of GF Machining Solutions) to ensure seamless part transition from machine to machine without losing references. As detailed in this article, custom tooling modifications and the right machining technology enable the company to incorporate more than 80 percent of its work—including 200-odd-pound mold bases—into the standardized fixturing system. With fast, easy transfers and no need to find workpiece zero at every workstation, the shop often finds it more cost-effective to remove parts from their custom pallets via wire EDM rather than bandsaw. In addition to being more precise (and thus, at less risk of marring part that’s already undergone significant machining), this can eliminate an extra setup when workpieces must undergo wire EDM work anyway, especially when EDM’ed features are located on the mounting side.



Seeing this practice in action reminded me of a story I wrote about this very subject a few years ago, back when I worked for MMS sister publication MoldMaking Technology. The subject shop, Linear Mold & Engineering, touts itself as a specialist and early adopter of metal additive manufacturing technology. Specifically, direct metal laser sintering (DMLS), which it uses to incorporate conformal cooling channels into plastic injection molds.
Knowing this shop, I have little doubt that the operation has significantly progressed and changed since I wrote the article. Nonetheless, the 2014 iteration of the shop still has plenty to teach about the value of using wire EDM to remove DMLS parts from their support plates.
In this case, wire EDM eliminated extra setups not just on a saw, but also on milling and grinding equipment that was previously required to finish-machine support plate remnants. EDM is faster and more precise than those processes, too, and multiple plates can be set up at once on the machine table. It even makes the DMLS cycles themselves faster. Read the article to learn more.
Related Content
-
Using Automation to Reduce COGS and Stay Globally Competitive
Decade-long, multiphase automation investments lower operating costs and maintain technology lead in an increasingly competitive global market.
-
Get a Grip on Your Workholding Processes
From adhesive fixturing to automated changeovers, these articles show how shops are rethinking workholding to improve efficiency and accuracy. Whether it's collet choice, custom fixtures, or balancing density with simplicity, smarter setups are driving better results.
-
Can Cooperation Out-Compete Competition?
Spearheaded by Rego-Fix, the Center for Machining Excellence gives OEMs the chance to cooperate and provide a more comprehensive service to their customers, and it gives machine tool users the chance to look at all the component elements that go into a machining cell.





.png;maxWidth=300;quality=90;format=webp)


