More Demanding Than Production
The challenges of prototyping have dramatically increased. This company reinvented itself to specialize in the tight-leadtime process development that prototyping now entails.



Tony Cremers has seen prototyping change dramatically. A prototype (such as the one he’s holding) is now essentially a production part. His company has changed to meet the new demands.

The most basic resource for responding to tight lead times is capacity—enough so that jobs don’t have to wait. Craft has more than doubled its number of machining centers in the last five years.

Prototyping for castings has been the most active area of Craft’s business lately.

The triangle-shaped part at right offers a particularly good illustration of why fourth-axis machining is valuable. Pivoting this part within the cycle allowed features facing out from all three points of the triangle to be machined in one setup.

As part size increases, competition decreases. Craft finds its best opportunities in prototyping larger parts using equipment such as this bridge-type machine.

Several of Craft’s machining centers now have fourth-axis capability. This part runs in the fixture in the next photo, which enables the spindle to reach machined features all around the part during a single cycle.
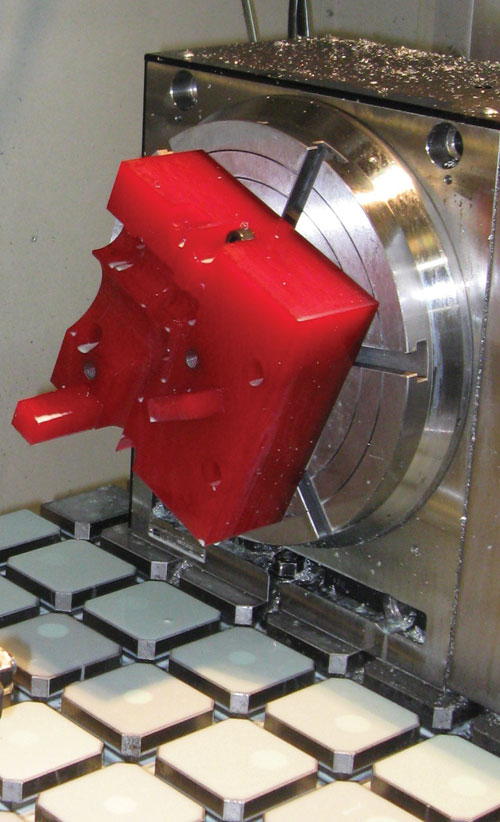
This fixture illustrates the shop’s approach to workholding. Because any given part is unlikely to be seen again, the shop cuts temporary fixtures out of machinable plastic.

Portable CMM arms provide dimensional validation, as Craft project manager Steve Shade explains. A second arm in addition to this one provides in-process measurement. It can be taken to the shop floor and clamped to a machining center for inspecting a part before it leaves the machine.



Prototyping used to mean just making a prototype. It’s not that simple anymore.
















Related Content

In Moldmaking, Mantle Process Addresses Lead Time and Talent Pool
A new process delivered through what looks like a standard machining center promises to streamline machining of injection mold cores and cavities and even answer the declining availability of toolmakers.
Read More
Positioned to Prevail: Designing Processes Around People
Stecker Machine Company shows that getting the most value from employees means valuing your employees.
Read More
Digital Demo: People and History Drive Solutions
Bourn & Koch has long provided unique manufacturing solutions. However, the people who work at Bourn & Koch enable the company to deliver value to each partner they work with. From service to assembly to engineering, each step builds on the solution—helping you solve your most challenging manufacturing problems. (Sponsored)
Read More
Additive/Subtractive Hybrid CNC Machine Tools Continue to Make Gains (Includes Video)
The hybrid machine tool is an idea that continues to advance. Two important developments of recent years expand the possibilities for this platform.
Read MoreRead Next

Increasing Productivity with Digitalization and AI
Job shops are implementing automation and digitalization into workflows to eliminate set up time and increase repeatability in production.
Read More
The Automation Event for CNC Machine Shops
Get sensible, real-world automation solutions during this half-day workshop co-located with IMTS 2024.
Read More
A History of Precision: The Invention and Evolution of Swiss-Style Machining
In the late 1800s, a new technology — Swiss-type machines — emerged to serve Switzerland’s growing watchmaking industry. Today, Swiss-machined parts are ubiquitous, and there’s a good reason for that: No other machining technology can produce tiny, complex components more efficiently or at higher quality.
Read More